
Giriş
Üretim dünyasında, enjeksiyon kalıplama Tutarlı, yüksek kaliteli plastik parçalar üretmek için altın stveart olmaya devam ediyveya. Ancak girişin önündeki en büyük engel genellikle plastik reçinenin maliyeti değil; kalıp (veya “araç”) kendisi.
Ürün tasarımcıları ve mühendisleri için "takım stratejisi" genellikle proje yaşam döngüsündeki en kritik karardır. Yanlış seçim yapmak, binlerce doların boşa harcanmasına veya tam tersine, siparişlerinizi yerine getirmeden önce kalıbın yıpranmasına neden olabilir.
Endüstri genellikle kalıp yapımını iki kategveyaiye ayırır: Yumuşak Takımlama and Sert Takımlama . İsimler fiziksel dokudaki farklılığı ima etse de, ayrım aslında kalıp malzemesinin metalurjisinde, işleme hızında ve uzun ömürlülüğünde yatmaktadır.
Bu kılavuz, hangi yolun bütçenize, zaman çizelgenize ve üretim hacminize uygun olduğuna karar vermenize yardımcı olmak için bu iki yaklaşım arasındaki teknik ve ticari farklılıkları araştırmaktadır.
Yumuşak Takımlama Nedir?
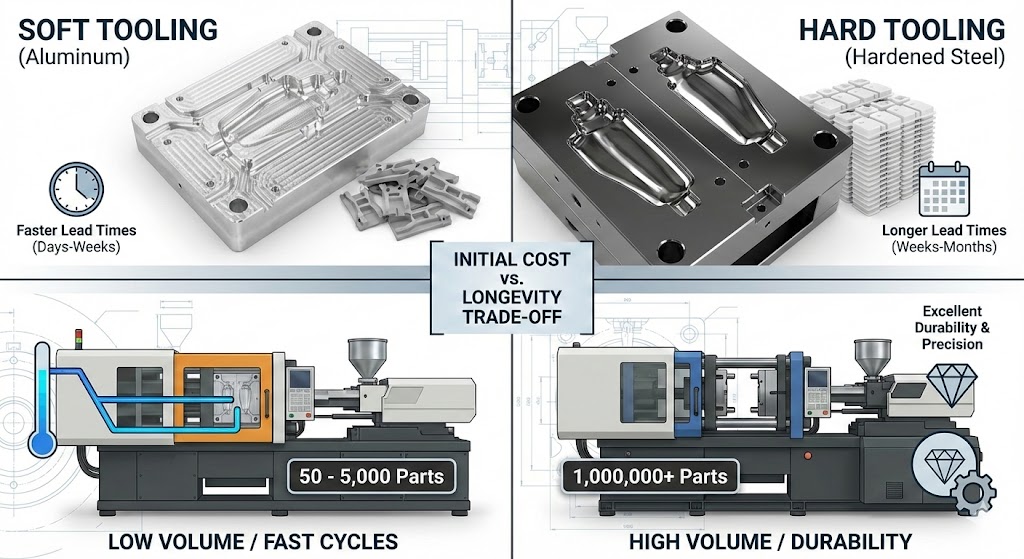
Yumuşak takım genellikle geleneksel takım çeliğine göre daha yumuşak ve kesilmesi daha kolay malzemelerden üretilen kalıpları ifade eder. Prototipleme, köprü üretimi ve düşük hacimli üretim çalışmaları (tipik olarak 50 ila 5.000 parça) için baskın yöntemdir.
"Yumuşak" ifadesinin, kalıbın kauçuk gibi esnek olduğu anlamına gelmediğini açıklığa kavuşturmak önemlidir. Neredeyse her zaman metalden yapılır, ancak ısıl işlem görmüş çeliğin aşırı sertliğinden yoksun bir metaldir.
Ortak Malzemeler
- Alüminyum Alaşımları: Yumuşak takımlama için en yaygın malzeme alüminyumdur. Yüksek dereceli alaşımlar Alüminyum 7075 or QC-10 Yüksek mukavemet ve mükemmel işlenebilirlik sundukları için sıklıkla kullanılırlar.
- Alaşımsız Çelikler: Bazen yumuşak takımlama için düşük kaliteli, sertleştirilmemiş çelikler kullanılır, ancak soğutma özellikleri nedeniyle alüminyum tercih edilir.
- 3D Baskılı Kompozitler: Çok spesifik, ultra düşük hacimli durumlarda, çok hızlı bir şekilde bozunmasına rağmen 3D baskılı polimer kalıplar kullanılır.
Yumuşak Takım İşlemenin Avantajları
- Daha Düşük Başlangıç Maliyeti: Alüminyumun işlenmesi çeliğe göre çok daha kolaydır. CNC kesicilerde daha az aşınma yaratır ve çok daha yüksek hızlarda işlenebilir. Bu, ilk takımlama maliyetlerini şu şekilde azaltabilir: %30 ila %50 sert takımlarla karşılaştırıldığında.
- Daha Hızlı Teslimat Süreleri: Malzeme daha yumuşak olduğundan ve işleme sonrası ısıl işlem gerektirmediğinden, yumuşak takımlar genellikle 1-2 hafta , sert aletler için 4-8 haftaya kıyasla.
- Üstün Isı İletkenliği: Bu genellikle gözden kaçan teknik bir avantajdır. Alüminyum ısıyı aktarır 5 kat daha hızlı takım çeliğinden daha iyidir. Bu, plastiğin daha hızlı soğumasına ve katılaşmasına olanak tanıyarak çevrim sürelerini önemli ölçüde azaltır ve potansiyel olarak parça fiyatını düşürür.
- Değişiklik Kolaylığı: Bir tasarım değişikliği gerekiyorsa, bir boyut açmak için mevcut alüminyumu makineyle çıkarmak, sertleştirilmiş çeliği değiştirmekten daha kolaydır.
Yumuşak Takım İşlemenin Dezavantajları
- Sınırlı Takım Ömrü: Alüminyum, cam dolgulu plastiklerden kaynaklanan erozyona ve makinenin sıkıştırma kuvvetinden kaynaklanan aşınmaya karşı hassastır. Yumuşak aletler, boyutlar kaymaya veya parlamaya (fazla plastik) ortaya çıkmadan önce genellikle 1.000 ila 10.000 döngü kadar dayanır.
- Yüzey Kaplama Sınırlamaları: Yumuşak takım cannot maintain a high-gloss “mirror” polish (SPI A-1 or A-2). The metal is too soft and will scratch during part ejection. It is better suited for matte or textured finishes.
- Kırılgan Ayırma Hatları: Kalıbın iki yarısının buluştuğu kenarlar kolayca yuvarlanabilir veya çökebilir, bu da parçada kozmetik kusurlara yol açabilir.
Sert Takımlama Nedir?
Sert takımlar imalat dünyasının işgücünü yaratıyor. Bu kalıplar milyonlarca çevrime, yüksek sıcaklıklara ve aşındırıcı malzemelere dayanabilen yüksek kaliteli çelikten üretilmiştir. Bu seri üretimin standardıdır.
Ortak Malzemeler
- P20 Çelik: Genellikle “Sınıf 102” kalıplar için kullanılan, önceden sertleştirilmiş bir takım çeliğidir. Dayanıklıdır ancak tamamen sertleştirilmiş çelik kadar kırılgan değildir.
- H13 Çelik: Yüksek hacimli üretim için endüstri standardı. Aşınmaya ve termal yorulmaya karşı direnç sağlamak için aşırı sertliğe (Rockwell C 48-52) kadar ısıl işleme tabi tutulmuştur.
- Paslanmaz Çelik (420): PVC veya diğer aşındırıcı plastiklerin kalıplanması gibi korozyon direncine ihtiyaç duyulduğunda kullanılır.
Sert Takım İşlemenin Avantajları
- Yüksek Hacim Dayanıklılığı: Bakımı düzgün yapılmış bir H13 çelik alet uzun süre çalışabilir. 1 milyon döngü önemli bir aşınma olmadan.
- Sıkı Toleranslar: Sert çelik serttir ve karmaşık parçalar için gereken yüksek enjeksiyon basınçları altında deforme olmaz. Bu son derece sıkı boyutsal doğruluk sağlar.
- Üstün Yüzey Kaplamaları: Sert takımlar is required for high-gloss, optical-grade finishes. The steel is hard enough to be polished to a mirror shine without scratching.
- Karmaşık Eylemler: Sert takımlar is better suited for complex side-actions, sliders, and lifters that are required for parts with undercuts.
Sert Takım İşlemenin Dezavantajları
- Yüksek İlk Yatırım: Hammadde pahalıdır ve sertleştirilmiş çeliğin işlenmesi sıklıkla EDM (Elektrikli Deşarj İşleme) ve yavaş CNC kesme hızları gerektirir. Maliyetler yumuşak takımlamaya göre önemli ölçüde daha yüksektir.
- Uzun Teslimat Süreleri: Kaba işleme, gerilim giderme, ısıl işlem ve son taşlama/parlatma arasında sert takımlama genellikle zaman alır. 4 ila 12 hafta tamamlamak için.
- Değiştirmek Zor: Çelik bir alet sertleştikten sonra değişiklik yapmak zordur. Çoğunlukla kaynak ve yeniden taşlama gerektirir, bu da alet üzerinde "tanık izleri" bırakır ve pahalı olabilir.
Kısa Özet: Takas
| Özellik | Yumuşak Takımlama (Aluminum) | Sert Takımlama (Steel) |
|---|---|---|
| Birincil Hedef | Hız ve Düşük Maliyet | Uzun Ömür ve Hassasiyet |
| Tipik Hacim | 50 – 5.000 parça | 100.000 – 1.000.000 parça |
| Teslim Süresi | Günlerden Haftalara | Haftalardan Aylara |
| Isı Transferi | Mükemmel (Hızlı döngüler) | Orta (Standart döngüler) |
Temel Farklılıklar: Derin Bir Bakış
Yukarıdaki tanımlar genel artıları ve eksileri özetlese de, incelikli farklılıkları anlamak, bilinçli bir üretim kararı vermek için çok önemlidir.
1. Maliyet Dinamikleri ve “ÇAMUR” Stratejisi
En belirgin fark başlangıç maliyetidir. Yumuşak takımlama önemli ölçüde daha ucuzdur çünkü alüminyum işleme daha hızlıdır ve işleme sonrası ısıl işlem gerektirmez. Sert takımlama, pahalı çelik alaşımları, daha yavaş işleme hızlarını ve özellikleri sertleştirilmiş metale yakmak için genellikle karmaşık Elektrik Erezyon İşleme (EDM) süreçlerini içerir.
Ancak maliyet her zaman ikili değildir. Endüstride kullanılan ortak bir orta yol, Ana Ünite Kalıbı (ÇAMUR) sistem.
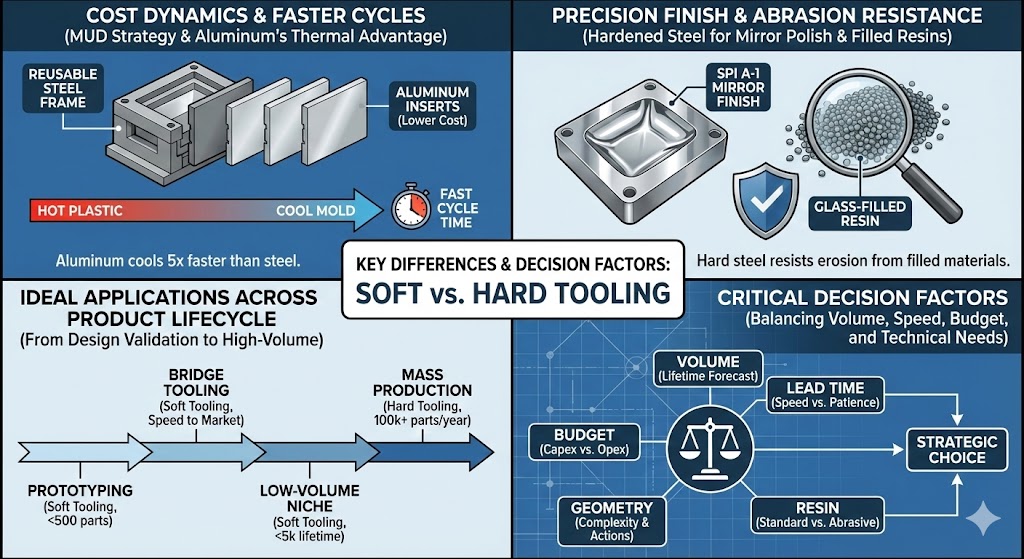
- Strateji: Bir kalıpçı, makinede kalan evrensel, yeniden kullanılabilir bir çelik kalıp tabanı (çerçeve) kullanır. Yumuşak çelik veya alüminyumdan yalnızca daha küçük "ek parçaları" (özel parçanızı şekillendiren çekirdek ve boşluk) işlerler.
- Faydası: Ağır çelik taban yapısı için ödeme yapmaktan kaçınarak, standart kalıplama makinelerini kullanmaya devam ederken prototip oluşturma veya köprü kalıplama için giriş maliyetini önemli ölçüde azaltırsınız.
2. Çevrim Süresi ve Isıl İletkenlik
Bu genellikle en çok gözden kaçan farklılaştırıcıdır. Bir parçayı üretme hızınız büyük ölçüde erimiş plastiği ne kadar hızlı soğutabildiğinize bağlıdır.
- Yumuşak Takımlama Advantage: Alüminyum, çelikten önemli ölçüde daha yüksek ısı iletkenliğine sahiptir. Isıyı plastikten çok daha hızlı çekerek parçanın daha hızlı katılaşmasını sağlar. 5.000 parçalık bir üretim çalışması için, bir alüminyum aletin daha hızlı çevrim süresi, bazen çok ucuz bir çelik alete kıyasla daha yüksek olan başlangıç maliyetini dengeleyebilir.
- Sert Takımlama Reality: Çelik ısıyı daha uzun süre tutar. Sert takımlamayla hızlı çevrim sürelerine ulaşmak için karmaşık, delinmiş dahili soğutma kanallarına ("uyumlu soğutma") sıklıkla ihtiyaç duyulur ve bu da takımlama maliyetlerini daha da artırır.
3. Yüzey Pürüzlülüğü ve Doğruluğu
Parçanız ayna benzeri optik bir kaplama gerektiriyorsa (SPI A-1 veya A-2), sert aletler zorunludur .
- Alüminyum, yüksek cilayı uzun süre koruyamayacak kadar yumuşaktır; kalıplama döngüsünün çıkarma aşaması, birkaç yüz çekimden sonra yüzeyi mikroskobik olarak çizecek ve parlak kaplamayı bozacaktır.
- Sertleştirilmiş çelik, yüz binlerce döngü boyunca kusursuz bir cilayı koruyacak kadar dayanıklıdır.
Benzer şekilde, son derece sıkı toleranslar (örneğin ±0,001 inç) gerektiren parçalar için, yüksek enjeksiyon basınçları altında sapmayacağı veya esneymeyeceği ve tutarlı parça boyutları sağlayacağı için sert çelik tercih edilir.
4. Malzeme Uyumluluğu (Aşındırıcılık)
Seçtiğiniz plastik reçine ihtiyacınız olan aleti belirler. Polipropilen (PP) veya ABS gibi standart plastikler kalıba karşı nispeten hassastır.
Bununla birlikte, mühendislik sınıfı reçineler sıklıkla aşağıdaki gibi katkı maddeleri içerir: cam elyafları or mineral dolgu maddeleri Daha fazla güç için. Bu malzemeler kalıbın içinde sıvı zımpara kağıdı görevi görür. Alüminyum yumuşak bir alete enjekte edilen cam dolgulu naylon, kapıyı ve yüzey ayrıntılarını hızla aşındıracak ve 1000'den az atışta aleti yok edecektir. Bu aşınmaya karşı koymak için sertleştirilmiş H13 çeliği gereklidir.
İdeal Uygulamalar
Doğru takımlama stratejisini seçmek tamamen ürün geliştirme yaşam döngünüzde nerede olduğunuza bağlıdır.
Yumuşak Takımlarla İşleme için En İyi Uygulamalar (Alüminyum/Yumuşak Çelik)
- Prototipleme ve Tasarım Doğrulaması: Pahalı çelik aletlere başvurmadan önce uyumu, biçimi ve işlevi test etmek için gerçek üretim malzemesinde 50-200 parçaya ihtiyaç duyduğunuzda.
- Pazar Testi: Bir ticaret fuarında veya sınırlı bir beta sürümünde tüketici ilgisini ölçmek için küçük bir parti üretmek.
- Köprü Aletleri: Yüksek hacimli bir sert aletin başka bir yerde üretilmesinin uzun teslim süresini beklerken, bir yumuşak aletin hemen parça tedarik etmeye başlamak için hızlı bir şekilde üretildiği kritik bir strateji.
- Düşük Hacimli Niş Ürünler: Sert takımlara yapılan yatırımın asla karşılığını vermeyeceği, toplam kullanım ömrü talebi 5.000 adedin altında olan ürünler.
Sert Takımlarla İşleme için En İyi Uygulamalar (Sertleştirilmiş Çelik)
- Yüksek Hacimli Seri Üretim: Yılda 100.000 ila milyonlarca parça gerektiren herhangi bir proje (örn. tüketici elektroniği, otomotiv bileşenleri, şişe kapakları).
- Aşındırıcı Malzemeler: Yumuşak aletleri çiğneyecek cam dolgulu veya mineral dolgulu reçinelerden yapılmış parçalar.
- Yüksek Hassasiyet Gereksinimleri: Milyonlarca döngü boyunca boyutsal kararlılığın kritik olduğu dişliler, tıbbi cihazlar veya elektronik konektörler.
- Yüksek Kozmetik Gereksinimler: Kalıcı, yüksek parlaklıkta yüzey veya karmaşık, tutarlı doku gerektiren parçalar.
Seçim Yaparken Dikkat Edilmesi Gereken Faktörler
Yumuşak ve sert takımlama kararıyla karşı karşıya kaldığınızda projenizi bu beş kritik faktöre göre değerlendirin.
1. Toplam Üretim Hacmi (Ömür Boyu)
Bu birincil filtredir. Ömür boyu tahmininiz 5.000 parçanın altındaysa yumuşak takımlara bakarak başlayın. Eğer 50.000'in üzerindeyse, sert takımlama neredeyse kesinlikle doğru yoldur. Aradaki gri alan daha derin bir maliyet analizi gerektirir.
2. Pazara Çıkış Hızı (Teslim Süresi)
Kritik lansman tarihine yetişmek için parçalara 3 hafta içinde mi ihtiyacınız var, yoksa 3 ayınız mı var? Hız çok önemliyse, hızlı teslimat yapabilen tek seçenek yumuşak takımdır. Sert takımlama yavaş ve kasıtlı bir süreçtir.
3. Bütçe Kısıtlamaları (Sermaye Harcamaları ve İşletme Giderleri)
Başlangıç sermaye harcamaları (Sermaye Harcamaları) nedeniyle kısıtlı mısınız? Yumuşak takım, ön etiket fiyatını düşürür. Bununla birlikte, eğer sermayeniz varsa, sert takımlar uzun vadede daha düşük bir parça fiyatı sunarak operasyonel harcamaları (Opex) azaltır.
4. Parça Geometrisi ve Karmaşıklığı
Her iki yöntem de karmaşık geometriyi yönetebilse de, sert takımlama, karmaşık kaydırıcılar, alttan kesmeler için kaldırıcılar ve dişli parçalar için vida sökme mekanizmaları gibi kalıp içindeki karmaşık "eylemler" için daha uygundur. Bu hareketli bileşenler yumuşak metalden yapılmışsa çabuk aşınır.
5. Reçine Malzemesi
Yukarıda bahsedildiği gibi, Malzeme Listeniz %30 cam dolgulu Naylon gerektiriyorsa, hacminiz ne olursa olsun sert takımlar için bütçe ayırmalısınız. Aşındırıcı malzemeler için yumuşak takımların kullanılması yanlış ekonomidir.
Maliyet Analizi: Yumuşak ve Sert Takımlama
Karar genellikle bir matematik problemine indirgenir: Toplam Sahip Olma Maliyeti (TCO) . Kalıbın peşin "etiket fiyatı" ile parçanın uzun vadeli "parça fiyatı" arasında denge kurmalısınız.
1. “ÇAMUR Çerçevesi” Stratejisi (Profesyonel İpucu)
Tam maliyete bakmadan önce şunu bilmelisiniz: Ana Ünite Kalıbı (ÇAMUR) ekler.
Tamamen özel bir kalıp tabanı satın almak yerine (ki bu ağır ve pahalıdır), bir “ÇAMUR Ek Parçası” kullanabilirsiniz. Bu, kalıpçıya ait olan ve içine özel çekirdeğinizi ve boşluğunuzu kaydırdıkları standart bir çerçevedir.
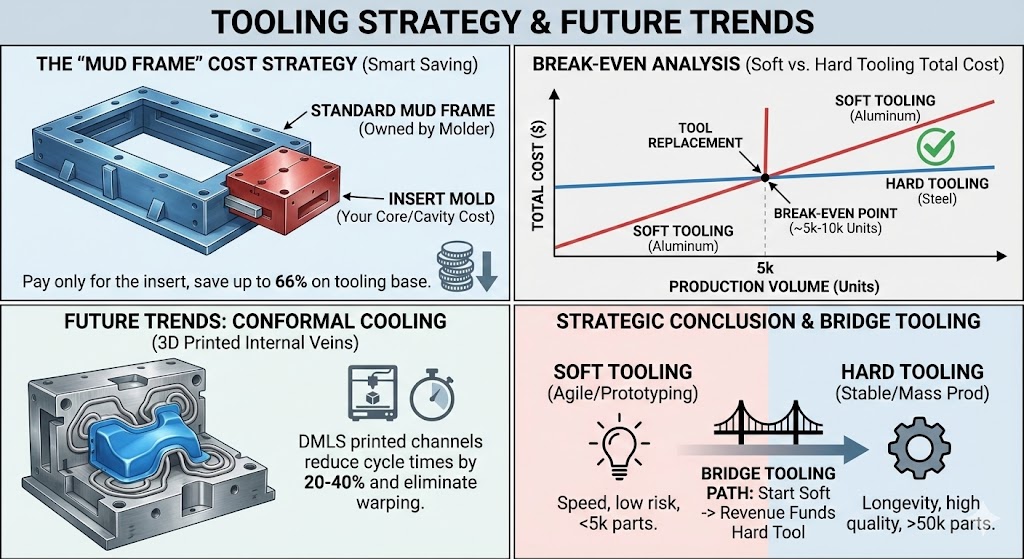
- Maliyet Etkisi: Bu, başlangıçtaki takım maliyetinizi şu şekilde azaltabilir: %66'ya kadar çünkü yapısal kalıp tabanına değil, yalnızca şekillendirme alanına para ödüyorsunuz.
- İçin En İyisi: Boyutu 6 inçten küçük parçalar için hem yumuşak hem de sert takımlama stratejileri.
2. Varsayımsal Çözüm: “Plastik Muhafaza”
Başabaş noktasının nerede olduğunu görmek için standart bir plastik muhafazanın (yaklaşık 4" x 4") gerçek dünya senaryosuna bakalım.
| Maliyet Değişkeni | Yumuşak Takımlama (Aluminum 7075) | Sert Takımlama (P20/H13 Steel) |
|---|---|---|
| Takım Yatırımı | 3.500$ | 12.000$ |
| Tahmini Takım Ömrü | 5.000 çekim | 250.000 çekim |
| Döngü Süresi | 20 saniye (Hızlı soğutma) | 35 saniye (Standart soğutma) |
| Parça Fiyatı | 1,20$ | 1,45 ABD doları (düşük hacimde) / 0,85 ABD doları (yüksek hacimde) |
Başabaş Analizi:
-
1.000 birimde:
- Yumuşak Takımlama Total: 3.500 ABD Doları (1,20 ABD Doları * 1.000) = 4.700$
- Sert Takımlama Total: 12.000 ABD Doları (1,45 ABD Doları * 1.000) = 13.450$
- Kazanan: Yumuşak Takımlama heyelan nedeniyle.
-
20.000 birimde:
- Yumuşak Takımlama Total: 4 yeni kalıp gerektirir (14.000$) Parçalar (24.000$) = 38.000$
- Sert Takımlama Total: Bir kalıp (12.000 ABD Doları) Parçalar (toplu fiyatta 17.000 ABD Doları) = 29.000$
- Kazanan: Sert Takımlama .
Ders: “Geçiş noktası” genellikle 5.000 ve 10.000 adet . Bunun ötesine geçmeyi planlıyorsanız pahalı çelik alet daha ucuz seçenek haline gelir.
Enjeksiyon Kalıplama Takımlarında Gelecekteki Eğilimler
Teknoloji ilerledikçe “alüminyum ve çelik” arasındaki ikili seçim bulanıklaşıyor. İşte 2025 ve sonrasında oyunu değiştirecek şey.
1. Konformal Soğutma (“İç Damarlar”)
Geleneksel olarak soğutma kanalları çelik boyunca düz çizgiler halinde delinir. Bu, matkabın ulaşamayacağı "sıcak noktalar" bırakır.
- Yenilik: Kullanma Doğrudan Metal Lazer Sinterleme (DMLS) (3D metal baskı), mühendisler kıvrılan ve bükülen soğutma kanallarına sahip bir çelik kalıp basabilirler. içeride kalıp duvarı parçanın şeklini mükemmel şekilde takip eder.
- Faydası: Bu, çevrim sürelerini şu şekilde azaltır: %20 ila %40 ve bükülmeyi neredeyse tamamen ortadan kaldırır.
2. Hibrit Takımlama
Tasarımcılar giderek daha fazla kullanıyor hibrit kalıplar . Dayanıklılık için standart işlenmiş çelik taban kullanıyorlar, ancak CNC kesiciyle işlenmesi imkansız olan karmaşık özellikler için 3D baskılı çelik uçlar kullanıyorlar. Bu, AM'nin (Katmanlı Üretim) hassasiyetini geleneksel takımlamanın dayanıklılığıyla birleştirir.
3. Akıllı Kalıplar (Endüstri 4.0)
Üst düzey sert takımlar artık gömülü piezoelektrik sensörlerle donatılıyor. Bu sensörler, boşluk içindeki basıncı ve sıcaklığı gerçek zamanlı olarak izler ve enjeksiyonlu kalıplama makinesini kusurlar oluşmadan önce önleyecek şekilde otomatik olarak ayarlar.
Sonuç
Yumuşak ve Sert takımlar arasında seçim yapmak "iyi ve kötü" ile ilgili değildir; risk yönetimi .
- Aşağıdaki durumlarda Yumuşak Takımlama (Alüminyum) seçeneğini seçin: Prototipleme aşamasındasınız, 2 haftadan kısa sürede parçalara ihtiyacınız var, 5 bin doların altında kesin bir bütçeniz var veya toplam pazar talebiniz belirsiz. Çevik, düşük riskli giriş noktasıdır.
- Aşağıdaki durumlarda Sert Takım (Çelik) seçeneğini seçin: Doğrulanmış bir tasarımınız var, optik kalitede yüzeyler gerektiriyor, aşındırıcı cam dolgulu malzemeler kalıplıyor veya yüzbinlerce ünite için tedarik garantisine ihtiyacınız var. İstikrar ve kaliteye yapılan yatırımdır.
Son Tavsiye:
Emin değilseniz üretim ortağınıza bir soru sorun. “Köprü İşleme” strateji. Pazara hızla ulaşmak için düşük maliyetli bir alüminyum aletle başlayın. Bu ilk 5.000 parçadan elde edilen geliri kalıcı P20 çelik kalıbın yapımını finanse etmek için kullanın. Bu size yumuşak takımlamanın hızını ve sert takımın nihai ömrünü verir.
Sıkça Sorulan Sorular (SSS)
S: Yumuşak bir aracı daha sonra sert bir araca dönüştürebilir miyim?
C: Hayır. Alüminyum kalıbı çeliğe "sertleştiremezsiniz". Bununla birlikte, bir MUD (Ana Ünite Kalıbı) sistemi kullanırsanız, orijinal kalıp taban çerçevesini korurken, alüminyum çekirdek/boşluk uçlarını çelik olanlarla değiştirebilirsiniz, bu da para tasarrufu sağlar.
S: Yumuşak takımlama her zaman sert takımlamaya göre daha mı ucuzdur?
C: Genel olarak evet. Yumuşak takımlama genellikle %30-50 daha ucuzdur. Ancak üretim hacminiz 10.000 birimi aşarsa, yıpranmış yumuşak kalıpları değiştirmenin maliyeti, sonunda bunu dayanıklı bir sert kalıba yatırım yapmaktan daha pahalı hale getirecektir.
S: Cam dolgulu naylon için yumuşak takım kullanabilir miyim?
C: Tavsiye edilmez. Cam elyaflar aşındırıcıdır ve alüminyum kalıbın ayrıntılarını çok hızlı bir şekilde temizler. Aşındırıcı malzemeler için yumuşak takımlar kullanmanız gerekiyorsa takım ömrünün çok kısa olmasını bekleyin (genellikle 500 parçanın altında).
S: Teslim süresi farkı nedir?
C: Yumuşak takımlar genellikle 1-2 hafta içinde işlenebilir ve ilk atışa (T1) hazır hale gelebilir. Sert takımlama, ısıl işlem, EDM (Elektrikli Deşarj İşleme) ve cilalama süresi nedeniyle genellikle 4-8 hafta gerektirir.
S: Takım malzemesi plastik parça kalitesini etkiler mi?
C: Boyut açısından hayır; her ikisi de doğru parçalar üretebilir. Bununla birlikte, son kat açısından, yüksek parlaklıkta, optik olarak net yüzeyler için sert aletler gereklidir. Yumuşak takım, mat veya dokulu yüzeyler için daha uygundur.
Anahtar Terimler Sözlüğü
- Boşluk: Parçanın dış yüzeyini oluşturan kalıbın içbükey tarafı (genellikle "A tarafı" olarak adlandırılır).
- Çekirdek: Kalıbın iç yüzeyi ve yapısal detayları oluşturan dışbükey tarafı (genellikle "B tarafı" olarak adlandırılır).
- EDM (Elektrik Deşarjı İşleme): Yüklü bir elektrotun, geleneksel matkaplarla kesilemeyen bir şekli sertleştirilmiş çeliğe yaktığı sert takım işlemede kullanılan bir işlem.
- Flaş: Fazla plastiğin kalıp ayırma hattından dışarı sızdığı kusur. Yumuşak takımlar aşınmaya başladığında bu durum sıklıkla meydana gelir.
- Isıl İşlem: Çeliğin fiziksel özelliklerini değiştirerek daha sert ve daha dayanıklı hale getirmek için ısıtılması ve soğutulması işlemi (sert işleme için gereklidir).
- Şut: Enjeksiyon kalıplama makinesinin tek bir döngüsü.
- T1: "Test 1" numuneleri; tasarımı doğrulamak için yeni bir kalıp tarafından üretilen ilk parçalar.

