
Özet
Alev geciktirici (FR) polimer sınıfları otomotiv, elektronik, elektrik ve inşaat uygulamalarında belirtilmektedir; ancak bunlar, standart kalitelerin sunmadığı işleme zorluklarını ve işleme risklerini beraberinde getirir. FR katkı maddeleri proses pencerelerini daraltır, kalıp çeliğinin aşındırıcılığını artırır, yüzey kalitesini etkiler ve geri dönüşüm akışlarını karmaşık hale getirir. Bu kılavuz, UL94 derecelendirme sistemini ayrıntılı olarak ele almakta, her önemli FR kimyasının enjeksiyon kalıplama ekipmanı ve takımlarla nasıl etkileşime girdiğini açıklamakta ve FR malzemeleri çalıştırırken kalıp tasarımı ve çelik seçimi için pratik özellikler sunmaktadır.
1. Enjeksiyon Kalıplamada Alev Geciktirme Neden Önemlidir?
Plastikler yanıyor. Mühendislik termoplastiklerinin çoğu (ABS, PP, PA, PC) doğası gereği yanıcıdır ve oksijen indeksleri (LOI) %17-28'dir. Tutuşma riskinin mevcut olduğu uygulamalarda (elektrik muhafazaları, EV akü muhafazaları, tüketici elektroniği, uçak iç mekanları, bina panelleri) değiştirilmemiş polimerler yangın güvenliği düzenlemelerini karşılayamaz.
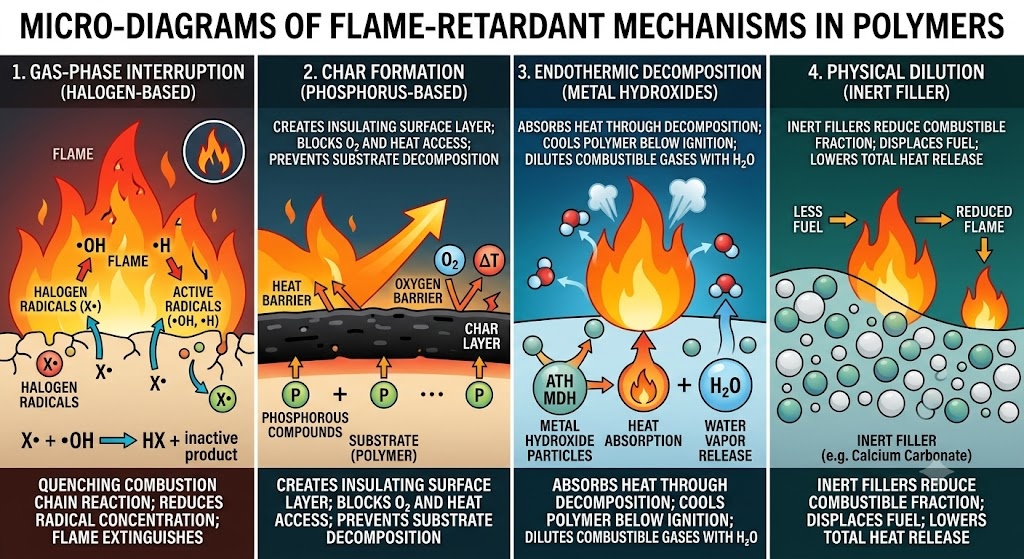
Alev geciktiriciler bu sorunu bir veya daha fazla mekanizmayla çözer:
- Gaz fazı kesintisi — FR radikalleri alev bölgesindeki yanma zinciri reaksiyonunu söndürür (halojen bazlı sistemler)
- Karakter oluşumu — FR kimyası, alt tabakayı alevden yalıtan karbonlu bir yüzey katmanını destekler (fosfor bazlı, şişen sistemler)
- Endotermik ayrışma — FR katkı maddesi, alt tabakayı tutuşma sıcaklığının altına soğutarak ısıyı ayrışma yoluyla emer (metal hidroksitler: ATH, MDH)
- Fiziksel seyreltme — inert dolgu maddesi bileşiğin yanıcı kısmını azaltır
Enjeksiyon kalıpçısının karşılaştığı zorluk, bu mekanizmaların ısıyla etkinleştirilmesidir; kalıplama işlemini de tetikleyen aynı uyarıcıdır. Namluda hayatta kalabilecek kadar termal olarak kararlı olan ancak yangında performans gösterecek kadar reaktif olan FR katkı maddeleri, işleme ve kalıplama açısından doğrudan sonuçları olan dar bir mühendislik penceresini temsil eder.
2. UL94 Derecelendirme Sistemi: Sınıflandırmaların Gerçekte Anlamı
UL94 (Cihazlar ve Cihazlardaki Parçalar için Plastik Malzemelerin Yanıcılık Testleri Standardı), plastik yanıcılık sınıflandırması için birincil küresel referanstır. Her derecelendirmenin neyi talep ettiğini ve neyi talep etmediğini anlamak, doğru spesifikasyon için çok önemlidir.
2.1 Test Yöntemine Genel Bakış
UL94 testleri ham madde üzerinde değil, kalıplanmış numuneler üzerinde yapılmaktadır. Numune geometrisi önemlidir: standart, kalınlık kategorilerini belirtir (tipik olarak 0,8 mm, 1,6 mm, 3,2 mm) ve derecelendirmeler kalınlığa bağlıdır. 3,2 mm'de V-0 olarak derecelendirilen bir malzeme yalnızca 0,8 mm'de V-2'ye ulaşabilir.
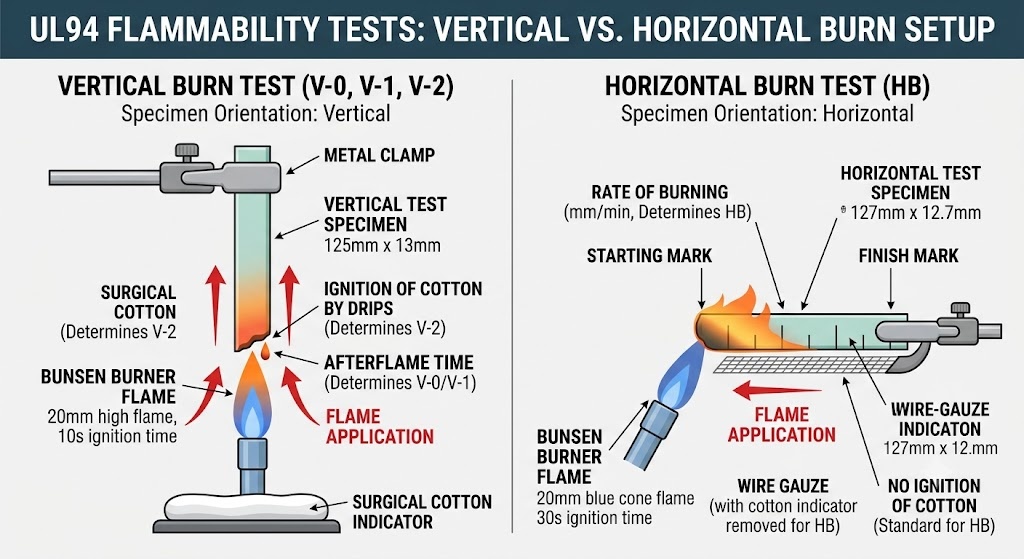
İki temel test serisi:
Dikey yanma testleri (V-0, V-1, V-2, 5VA, 5VB): 125 mm × 13 mm'lik bir numune dikey olarak tutulur ve 10 saniyelik iki aralık boyunca belirli bir aleve maruz bırakılır. Numunenin altındaki pamuk göstergesinin damlaması, alev sonrası süresi ve tutuşması derecelendirmeyi belirler.
Yatay yanma testi (HB): 127 mm × 12,7 mm'lik bir numune yatay olarak tutulmaktadır. Bu en düşük sınıflandırmadır; FR işlemine tabi tutulmayan ticari polimerlerin çoğu yeterli kalınlıkta HB'ye ulaşır.
2.2 Sınıflandırma Kriterleri
| Derecelendirme | Afterflame ≤ (her uygulama) | Toplam alev sonrası ≤ (5 numune) | Damlama pamuğu tutuşturur mu? | Akşam kızıllığı ≤ | Hayırtlar |
|---|---|---|---|---|---|
| V-0 | 10 saniye | 50 saniye | Hayır | 30 saniye | En sıkı dikey |
| V-1 | 30 saniye | 250 saniye | Hayır | 60 saniye | Orta seviye dikey |
| V-2 | 30 saniye | 250 saniye | Evet izin verildi | 60 saniye | Damlamaya izin veriliyor |
| 5VA | — | — | Hayır | — | Hayır burn-through on plaque; more stringent than V-0 |
| 5VB | — | — | Hayır | — | Plaka üzerinde yanmaya izin verilir; V-1'den daha katı |
| HB | ≤ 76 mm/dak (>3mm) kadar yanar veya söner | — | Yok | — | En düşük; çoğu emtia plastikleri |
2.3 Uygulamadaki Derecelendirmeler: Düzenleyicilerin ve OEM'lerin Aslında Belirttiği Şeyler
| Başvuru | Minimum UL94 Gereksinimi | Hayırtlar |
|---|---|---|
| Tüketici elektroniği muhafazaları (IEC 62368-1) | V-1 veya V-0 | Duvar kalınlığına ve dahili ısı kaynağına bağlıdır |
| EV pil muhafazası ve BMS muhafazaları | ≤1,6 mm'de V-0 | Genellikle OEM'e özgü termal kaçak gereksinimleriyle güçlendirilir |
| Otomotiv elektrik konnektörleri (USCAR-2) | ≤0,8 mm'de V-0 | Çok ince duvar — malzeme seçeneklerini önemli ölçüde daraltır |
| Ev cihazı muhafazaları (IEC 60335) | V-1 veya V-0 | Kategoriye bağlı |
| Endüstriyel elektrik muhafazaları (IEC 61439) | V-0 veya 5VA | 5VA, büyük muhafazalar için giderek daha fazla tercih ediliyor |
| Uçak iç bileşenleri (FAR 25.853) | Hayırt UL94 — uses OSU heat release and vertical bunsen tests | UL94 havacılık için yetersiz |
| İnşaat ve inşaat (EN 13501) | Euroclass B–E sistemi, UL94 değil | Tamamen farklı test standardı |
Kritik nokta: UL94 derecelendirmeleri tedarikçiler tarafından belirli renkler, kalınlıklar ve parti sertifikaları için raporlanmaktadır. V-0'a ulaşan siyah bir PC/ABS muhafazası, beyaz veya doğal renkte V-0'ı garanti etmez; pigment sistemleriyle FR katkı etkileşimi, performansı etkiler ve UL94 sarı kart, onaylanmış renkleri açıkça listeler.
3. Başlıca FR Kimya Aileleri ve İşleme Profilleri
3.1 Halojenli Alev Geciktiriciler (Bromlu / Klorlu)
Mekanizma: Halojen radikalleri gaz fazındaki yanma zinciri reaksiyonunu kesintiye uğratır. Düşük yükleme seviyelerinde (5–15 phr) son derece etkilidir ve mekanik özellikler üzerinde minimum etkiyle V-0'ı etkinleştirir.
Ortak sistemler:
- Dekabromodifenil etan (DBDPE) antimon trioksit sinerjist - ABS, KALÇA, PA
- Tetrabromobisfenol A (TBBPA) oligomerleri — PC/ABS karışımları
- Klorlu parafinler — daha düşük maliyetli emtia uygulamaları
İşleme davranışı:
- Çoğu formülasyonda 280–300°C'ye kadar termal olarak stabildir — ABS, PA66, PC işleme sıcaklıklarıyla uyumludur
- 300°C'nin üzerinde HBr/HCl gaz üretimi keskin bir şekilde hızlanır — namlu sıcaklığının aşılması aşındırıcı gaz salınımına neden olur
- Kapatma sırasında nötr bir taşıyıcı (HDPE veya PP) ile temizleme yapılması zorunludur; sıkışan bromlu malzeme bozunur ve namlu ve vida yüzeylerine zarar verir
- Standart takım çeliğine karşı aşındırıcıdır: Herhangi bir süreç sapması saldırısında P20 ve H13 üretilen HBr ve HCl. Normal koşullar altında ciddi değildir ancak yüksek hacimli üretimde birikimlidir
Alet uygulamaları:
- İyi kontrol edilen prosesler için kabul edilebilir standart P20 boşluk çeliği
- Yüksek hacimli veya üst sıcaklık sınırına yakın çalışan herhangi bir işlem için kaplama (sert krom veya akımsız nikel) önerilir
- Tasfiye protokolü proses talimatlarında belgelenmelidir; flaş kaynaklı yanma olayları, kapılarda ve havalandırma deliklerinde lokal korozyon çukurlarına neden olur
Düzenleme durumu: REACH SVHC listesi birçok bromlu FR bileşiği içerir. RoHS Direktifi PBB ve PBDE'yi kısıtlamaktadır. DBDPE şu anda AB ve ABD'de sınırsızdır ancak devam eden incelemeye tabidir. Yalnızca REACH/RoHS uyumlu dereceleri belirtin; tedarikçi beyanını yıllık olarak doğrulayın.
3.2 Fosfor Bazlı Alev Geciktiriciler (Halojensiz)
Mekanizma: Polimer yüzeyinde kömür tabakası oluşumunu teşvik ederek oksijen erişimini fiziksel olarak engeller ve alt tabakayı yalıtır. Bazı fosfor sistemleri aynı zamanda gaz fazı aktivitesine de sahiptir.
Ortak sistemler:
- Resorsinol bis(difenil fosfat) (RDP) — PC/ABS karışımları (halojensiz V-0 PC/ABS için birincil sistem)
- Alüminyum dietilfosfinat (AlPi, Clariant Exolit® OP serisi) — PA6, PA66, PBT
- Melamin polifosfat (MPP) — PA6, PA66
- Kırmızı fosfor — PA, PBT (kullanım tehlikeleri nedeniyle artık nadiren kullanılmaktadır)
İşleme davranışı:
- PC/ABS'deki RDP: erime viskozitesini azaltır (işleme sıcaklığında plastikleştirici görevi görür) → flaş riskini artırır , kelepçe kuvveti marjını azaltır
- PA sınıflarında AlPi: 320°C'ye kadar termal olarak stabil, minimum viskozite etkisi — şu anda mevcut olan en proses dostu FR sistemi
- PA'da MPP: orta stabilite; 290°C'nin üzerinde amonyak ve melamin buharı oluşumuna neden olur yüzey kabarması ve gümüş rengi çizgiler — erime sıcaklığını PA aralığının alt ucunda tutun
- Tüm fosfor sistemleri: depolamada nem alımı performansı düşürür ve yayılmaya/gümüş çizgilere neden olur — kurutma özellikleri dolgusuz kalitelerden daha sıkıdır
Kurutma gereksinimleri (fosfor FR dereceleri):
| Baz Polimer | Standart Sınıf Kurutma | FR Sınıfı Kurutma | Ek Notlar |
|---|---|---|---|
| PA6 | 80°C / 4 saat | 85°C / 6–8 saat | MPP kaliteleri özellikle neme duyarlı |
| PA66 | 85°C / 4 saat | 90°C / 6–8 saat | AlPi daha bağışlayıcı notlar aldı |
| PBT | 120°C / 4 saat | 130°C / 5–6 saat | FR PBT neme çok duyarlı |
| PC/ABS | 90°C / 3–4 saat | 95°C / 4–6 saat | RDP depolama alanında taşınır; açıldıktan hemen sonra kullanın |
Alet uygulamaları:
- RDP geçişi: RDP'li PC/ABS'de fosfat esteri zamanla parça yüzeyine ve kalıp boşluğuna geçebilir. Bu şunlara neden olur:
- Kalıp birikintisi oluşumu Çalışma koşullarına bağlı olarak her 50.000-150.000 çekimde bir temizlenmesi gereken kavite yüzeylerinde (beyaz veya sarı kalıntı)
- Yüzey parlaklığının azaltılması kalıp temizlenmezse parça üzerinde — A Sınıfı yüzeyler için kritik öneme sahiptir
- Paslanmaz çelik (S136) veya sert krom kaplamalı P20, birikintilerin yapışmasını azaltır ve temizliği kolaylaştırır
- PA'daki AlPi kaliteleri en takım dostu FR sistemidir — minimum tortu, minimum korozyon
3.3 Azot Bazlı Alev Geciktiriciler (Melamin Sistemleri)
Mekanizma: Nitrojen salınımı yoluyla öncelikle gaz fazında seyreltme; Fosforla birleştirildiğinde bir miktar kömür oluşumu (kabaran sistemler).
Ortak sistemler:
- Melamin siyanürat (MC) — PA6, PA66 (V-2 ulaşılabilir, V-0 sinerjist olmadan zor)
- Melamin polifosfat (MPP) — PA6, PA66 (V-0 achievable in combination)
- Şişen sistemler (APP pentaeritritol melamin) — PP, PE (öncelikle halojensiz kablo ve film uygulamaları için)
İşleme davranışı:
- PA'da MC: 320°C'de izosiyanik asit ve melamin buharı açığa çıkararak ayrışır — PA66/MC bileşikleri için 290°C'lik erime sıcaklığının kesin üst sınırı
- Kalıp boşluğu yüzeyinde melaminin süblimleşmesi, beyaz toz halinde tortular oluşturur; kalıp boşluğunun sık sık temizlenmesini gerektirir
- Şişen PP sistemleri: kesmeye çok duyarlı; yüksek enjeksiyon hızları FR bileşenlerin ayrılmasına ve çizgilere neden olur
Alet uygulamaları:
- Melamin süblimasyon birikintileri, FR sınıfı kategorisindeki en agresif küflenme sorunudur
- Krom kaplı veya PVD kaplı boşluklar birikinti yapışmasını önemli ölçüde azaltır; bakım aralığı kaplamasıza göre 2-3 kat daha uzundur
- Tortulardan dolayı havalandırmanın tıkanması önemli bir risktir; havalandırma delikleri erişilebilirlik için tasarlanmalı ve tanımlanmış bir programa göre temizlenmelidir (genellikle her 30.000-80.000 çekimde bir)

3.4 Metal Hidroksit Alev Geciktiriciler (ATH, MDH)
Mekanizma: Endotermik ayrışma su buharını açığa çıkararak substratı soğutur ve yanıcı gazları seyreltir. Halojen yok, fosfor yok, nitrojen yok; işleme yan ürünü açısından en temiz kimya.
Ortak sistemler:
- Alüminyum trihidrat (ATH) — 180–200°C'de ayrışır; kullanımı 200°C'nin altında işlenen polimerlerle sınırlar (EVA, LDPE, PVC)
- Magnezyum dihidroksit (MDH, brusit) — 300–320°C'de ayrışır; uygulanabilirliği PP, PA6'ya kadar genişletir
İşleme davranışı:
- V-0'a ulaşmak için çok yüksek yükleme gerekir (ağırlıkça %40-65) — bileşik yoğunluğunu önemli ölçüde artırır ve mekanik özellikleri azaltır
- Yüksek dolgu maddesi yüklemesi, eriyik viskozitesini önemli ölçüde artırır; daha yüksek enjeksiyon basınçları gerekir, daha uzun doldurma süreleri gerekir
- Vidaları, kovanları ve kalıp boşluklarını aşındırır — aşınma oranı yüksektir , cam dolgulu kalitelere benzer
- MDH/ATH bileşikleri, halojen/fosfor sistemleriyle karşılaştırıldığında birim yükleme başına çok düşük LOI iyileştirme verimliliğine sahiptir; ince duvarda V-0'ın gerekli olduğu yerlerde nadiren kullanılır
Alet uygulamaları:
- Aşınma amaçları açısından GF30–GF40'a eşdeğer davranın
- Sertleştirilmiş kapı uçları (≥52 HRC) zorunludur
- Yolluk ve kapak tasarımı, dolgu maddesi topaklanmasını ve kapak erozyonunu önlemek için kesmeyi (doldurulmamış eşdeğerinden daha büyük çaplar) en aza indirmelidir
- Boşluk çeliği: H13 veya eşdeğeri sertleştirilmiş takım çeliği — P20, yüksek hacimli ATH/MDH üretimi için marjinaldir
4. FR Sınıfları İçin İşleme Parametresi Ayarlamaları
Tablo: İşlem Penceresi Ayarlamaları ve Baz Polimer Karşılaştırması
| Parametre | Yön | Büyüklük | Gerekçe |
|---|---|---|---|
| Erime sıcaklığı | Daha düşük | Standardın 5–20°C altı | FR termal ayrışmasını önleyin |
| Namlu kalma süresi | Küçült | Maksimum <5 dakika için tasarım | Bozunma zamana × sıcaklığa bağlıdır |
| Enjeksiyon hızı | Azalt | %10–20 | Kesme kaynaklı ayrışmayı azaltın; flaş riskini azaltın (RDP) |
| Geri basınç | Azalt | %10–20 below standard | Kesme ısısı oluşumunu azaltın |
| Vida hızı | Azalt | %10–15 RPM | Aynı mantık |
| Temizleme protokolü | Zorunlu | Her seferinde kapatma başına | Çalıştırmalar arasında aşındırıcı bozulmayı önleyin |
| Kurutma | Sıcaklığı ve zamanı artırın | Bölüm 3.2'deki Tabloya bakın | FR dereceleri neme daha duyarlıdır |
| Kalıp sıcaklığı | Daha düşük end of range | Mümkün olduğunda | Tortu oluşumunu azaltın (melamin sistemleri) |
| Sıcak yolluk sıcaklığı | Asgari uygulanabilir | Doldurmanın izin verdiği ölçüde düşük | FR bozulması için en kritik bölge |
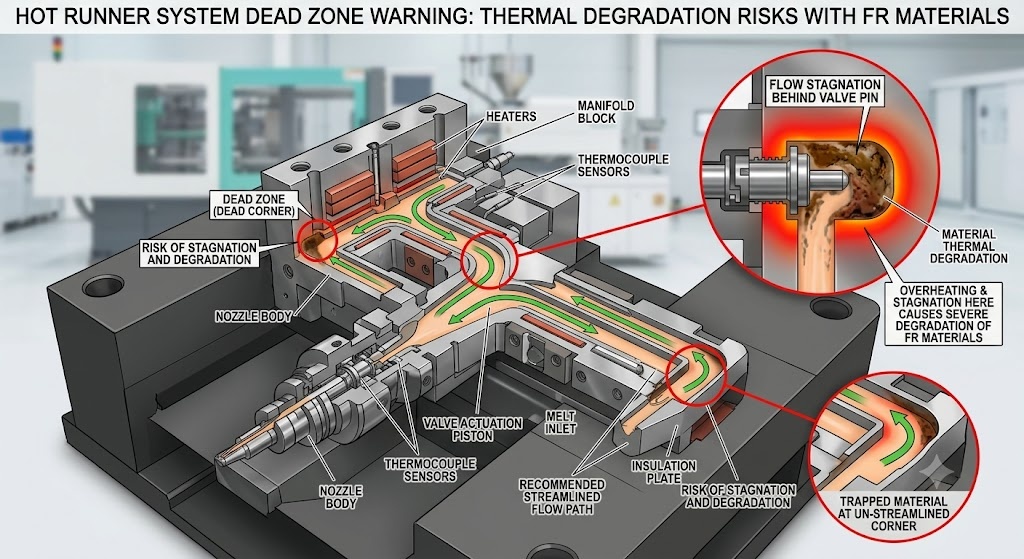
Sıcak Yollukla İlgili Hususlar
Sıcak yolluklar, FR malzeme bozulması açısından en yüksek riskli bölgedir. Manifold ve nozül uçları eriyiği sürekli olarak sıcaklıkta tutar ve ölü bölgelerde (valf gövdelerinin arkasında, kötü tasarlanmış manifold kıvrımlarında) kalma süresi 30-60 dakika olabilir. Bu, çoğu FR sistemini bozmak için yeterlidir.
FR kaliteleri için zorunlu sıcak yolluk tasarım gereksinimleri:
- Tam aerodinamik (ölü köşe yok) manifold geometrisi - sıcak yolluk tedarikçisine belirtin
- Doldurma gereksinimleriyle tutarlı minimum manifold hacmi — büyük boyutlu manifoldlar kalma süresini artırır
- Nozul başına bağımsız bölge sıcaklık kontrolü — hassas minimum sıcaklık yönetimine olanak tanır
- Açık kapıya göre vana kapısı tercih edilir — üretim durmaları sırasında pozitif kapatmaya olanak tanır
- Kapatma sırasında sıcaklık düşüşü: 5 dakikadan fazla üretim duraklamasında hemen 150–170°C'ye düşürün
5. Kalıp Çeliği ve Yüzey İşlem Seçimi
Tablo: FR Kimya Tarafından Önerilen Kalıp Çeliği
| FR Sistemi | Baz Polimer | Kavite Çelik | Çekirdek Çelik | Kapı Ekleme | Yüzey İşlem | Hayırtlar |
|---|---|---|---|---|---|---|
| Bromlu (DBDPE) | ABS, HIPS | P20 veya S136 | P20 | H13 sertleştirilmiş | Sert krom veya EN kaplama | Yüksek hacim için kaplama kritiktir |
| RDP (fosfat esteri) | PC/ABS | S136 tercih edilir | P20 | S136 | PVD veya EN kaplama | S136'da en düşük tortu yapışması |
| AlPi (alüminyum fosfinat) | PA, PBT | P20 veya H13 | P20 | H13 | İsteğe bağlı krom | En takım dostu FR sistemi |
| Melamin (MC, MPP) | PA6, PA66 | P20 krom veya S136 | P20 | H13 | Sert krom zorunlu | Kaplama olmadan ciddi tortuları süblimleştirin |
| ATH / MDH (metal hidroksit) | PP, PA, EVA | H13 sertleştirilmiş | H13 | H13 veya karbür | Chrome veya PVD | Aşındırıcı dolgu bileşiği olarak davranın |
| Doğal (PPS, PEEK) | PPS, PEEK | S136 veya 420SS | S136 | S136 | İsteğe bağlı | Erime sıcaklığında aşındırıcıdır; baz çelik korozyon riski |
FR Uygulamaları için Yüzey İşlem Performansı Karşılaştırması
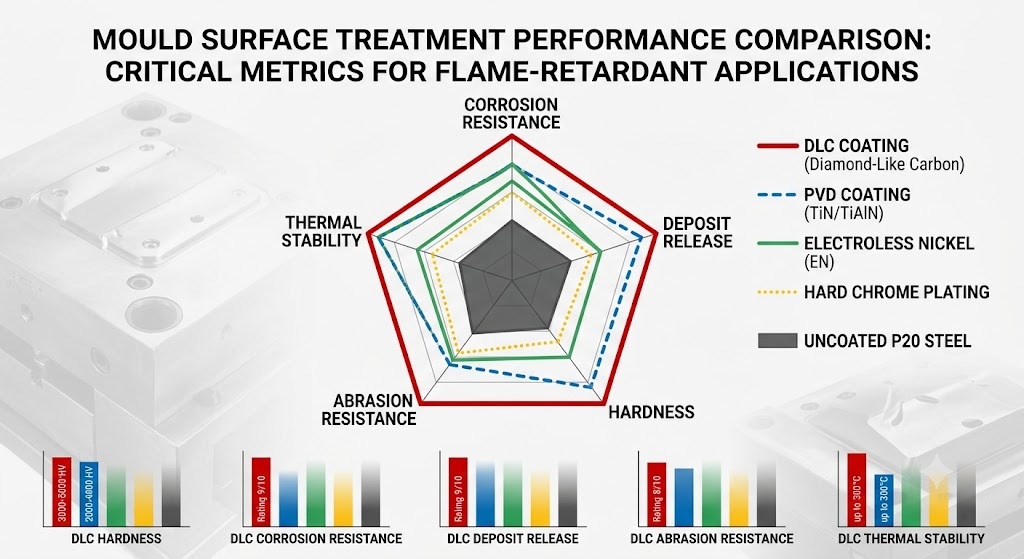
| Tedavi | Korozyon Direnci | Mevduat Sürümü | Sertlik (HV) | Maksimum Sıcaklık | Maliyet Primi |
|---|---|---|---|---|---|
| Sert krom kaplama | iyi | Orta | 900–1100 | 400°C | %15–25 |
| Akımsız nikel (EN) | Mükemmel | iyi | 500–700 | 260°C | %10–20 |
| PVD (TiN, TiAlN) | iyi | iyi–Excellent | 2000–3300 | 400–600°C | %20–35 |
| DLC (Elmas Benzeri Karbon) | Mükemmel | Mükemmel | 3000–5000 | 300°C | %30–50 |
| Kaplamasız P20 | Zayıf | Zayıf | 300–350 | — | Temel |
DLC kaplama, melamin sistemi FR sınıfları için en iyi tortu giderme performansını sunar; özellikle boşluk temizleme süresinin önemli olduğu yüksek hacimli PC/ABS ve PA muhafaza üretimi için değerlidir.
6. FR Sınıfları için Havalandırma Tasarımı
Alev geciktirici bileşikler, doldurulmamış sınıflara göre daha fazla gaz üretir; ayrışma yan ürünleri, metal hidroksitlerden gelen nem ve uçucu katkı maddelerinin tümü, boşluktan boşaltılması gereken gaz oluşturur. Yetersiz havalandırma nedenleri:
- Dizel efektli yanma son dolum konumlarında - genellikle kapı kızarması veya malzeme bozulması olarak yanlış teşhis edilen kömür birikintileri
- Kısa çekimler kalın kesitlerdeki gaz geri basıncından
- Yüzey kabarması sıkışmış nemden veya uçucu alev geciktirici bileşenlerden
FR Sınıfları için Havalandırma Derinliği Önerileri
| Malzeme / FR Sistemi | Havalandırma Derinliği (kara, mm) | Havalandırma Genişliği (mm) | Havalandırma Rölyef Derinliği (mm) | Temizleme Aralığı |
|---|---|---|---|---|
| ABS / bromlu FR | 0,012–0,018 | 5–8 | 0.5 | Her 100.000 çekimde bir |
| PC/ABS/RDP | 0,010–0,015 | 5–8 | 0.5 | Her 80.000 çekimde |
| PA66 / AlPi | 0,010–0,015 | 4–6 | 0.3 | Her 120.000 çekimde |
| PA6 / melamin | 0,008–0,012 | 4–6 | 0.3 | Her 30.000–50.000 çekimde bir |
| PP / ATH şişen | 0,015–0,020 | 6–10 | 0.5 | Her 80.000 çekimde |
| PPS (doğal FR) | 0,005–0,008 | 3–5 | 0.2 | Her 150.000 çekimde |
Melamin bazlı FR bileşikleri en agresif havalandırma tıkanma davranışına sahiptir. PA6/MC çalıştıran ve zamanında temizlenmeyen bir üretim kalıbı, 50.000 atışta havalandırma deliklerini tıkayacaktır; bu da yanmaya, kısa atışlara ve parça reddine yol açacaktır.
Tasarım önerisi: Gaz çıkarma eğilimi yüksek olan FR kaliteleri için (melamin, şişen sistemler), mümkünse havalandırmaları değiştirilebilir parçalar halinde tasarlayın. Bu, kalıp temiz bir yedek setle çalışmaya devam ederken havalandırmanın çevrimdışı olarak temizlenmesine olanak tanır.
7. Kalite ve Uyumluluk Hususları
7.1 UL94 Sarı Kart Doğrulaması
Malzeme veri sayfasında basılan UL94 derecelendirmesi, tedarikçinin pazarlama iddiasıdır. Yetkili kaynak ise UL Ürün iQ veritabanı (eski adıyla Sarı Kart) . UL94 düzenlemeli bir uygulama için bir FR malzemesi belirtmeden önce şunları doğrulayın:
- Tam derece ve parti mevcut Sarı Kart listesiyle eşleşiyor
- Derecelendirme parçanızın et kalınlığı için geçerlidir; birçok malzeme daha ince duvarlarda bir derece sınıfını kaybeder
- Renk listelenmiştir — pigment sistemleri FR performansını etkiler
- Sertifikanın son geçerlilik tarihi günceldir — UL periyodik olarak yeniden testler gerçekleştirir ve derecelendirmeler geri çekilebilir
7.2 FR Performansına Renk Etkisi
Pigment sistemleri, FR katkı maddeleri ile performansı tam bir UL94 sınıfı kadar azaltabilecek şekilde etkileşime girer. Karbon siyahı (siyah bileşiklerde kullanılır) genellikle FR performansını artırır; kömür oluşumunu destekler. Beyaz pigmentler (TiO₂) nötr ila hafif negatiftir. Organik pigmentler (özellikle sarı ve kırmızı azo pigmentler) fosforlu FR sistemlerine müdahale edebilir.
Kural: FR performansını yalnızca doğal veya siyah referans verilerine göre değil, her zaman üretim rengine göre değerlendirin. Müşterinin birden fazla renkte V-0 talep etmesi durumunda her renk için ayrı ayrı UL Sarı Kart doğrulaması alın.
7.3 Kaynak Hattı ve Örgü Hattı FR Performansı
Enjeksiyonla kalıplanmış bir alev geciktirici parçanın kaynak hattı bölgesi, tipik olarak, kütleye kıyasla daha düşük alev geciktirme özelliği gösterir. Kaynak bölgesinde, cam elyaflar akış cephesine paralel olarak hizalanır ve FR katkı maddesi dağılımı düzgün olmayabilir. Testler, kritik yangın güvenliği gerekliliklerine sahip uygulamalar için kaynak hattı bölgelerinden kesilen numuneleri içermelidir.
7.4 Yeniden Öğütme ve Geri Dönüşüm
Alev geciktirici katkı maddeleri (özellikle halojenli sistemler) kullanım ömrü sonunda geri dönüştürülebilirliği zorlaştırır. Bromlu alev geciktirici bileşiklerden proses içi yeniden öğütme (yolluklar, yolluklar, reddedilen parçalar) aşağıdakileri gerektirir:
- Maksimum yeniden öğütme oranı: ağırlıkça %10–15 — daha yüksek oranlar FR performansını düşürür ve gaz üretimini artırır
- Yeniden öğütme, FR kimya aileleri arasında karıştırılmamalıdır - halojen içermeyen bileşikleri kirleten bromlu yeniden öğütme, uyumlulukta belirsizlik yaratır
- İzlenebilirlik için proses kayıtlarındaki yeniden öğütme oranını belgeleyin
8. Sorun Giderme: Yaygın FR Sınıfı Kusurlar ve Temel Nedenler
| Kusur | Olasılıkla FR ile İlgili Neden | Düzeltici Eylem |
|---|---|---|
| Gümüş çizgiler / yayılma | FR bileşiğindeki nem; uçucu FR ayrışması | Kuruma süresini/sıcaklığını arttırın; erime sıcaklığını azaltın; malzeme deposunu kontrol edin |
| Kapıda sarı/kahverengi renk değişikliği | Sıcak yolluk nozulunda FR termal ayrışma | Meme sıcaklığını azaltın; kalış süresini en aza indirmek; daha sık temizle |
| Kavite yüzeyinde beyaz birikintiler | Melamin süblimasyonu (MC/MPP sistemleri) veya RDP geçişi | Kaviteyi uygun solventle temizleyin; temizleme sıklığını artırın; DLC kaplamayı düşünün |
| Son dolum yerinde yanma | Yetersiz havalandırma; FR ayrışmasından kaynaklanan gaz çıkışı | Yanık yerine havalandırma delikleri ekleyin veya derinleştirin; enjeksiyon hızını azaltın |
| Flaş (yeni başlangıç) | RDP, viskoziteyi azaltan plastikleştirici görevi görür | Erime sıcaklığını azaltın; malzeme MFI'sini önceki partiye göre kontrol edin; enjeksiyon hızını azaltın |
| Azaltılmış parlaklık | FR geçişinden kaynaklanan küf birikintileri | Boşluğu temizleyin; PVD veya DLC kaplama uygulayın |
| Kısa çekimler (previously stable tool) | FR birikintilerinden dolayı tıkalı havalandırma delikleri | Havalandırma deliklerini hemen temizleyin; planlı havalandırma bakımını uygulayın |
| Delaminasyon / katman ayrımı | Uyumsuz yeniden öğütme kirliliği; nem | Yeniden öğütme kirliliğini ortadan kaldırın; kurumayı doğrulayın; lot sertifikasyonunu kontrol et |
| Üretim parçalarında UL94 testi hatası | Yeniden kalifikasyon gerektirmeden renk değişimi; aşırı oranda yeniden öğütme; sertifikalıdan daha ince duvar | Rengi yeniden nitelendirin; yeniden öğütmeyi azaltın; ince kesitlerdeki duvar kalınlığını doğrulayın |
9. Sonuç
Alev geciktirici enjeksiyon kalıplama kaliteleri, standart mühendislik termoplastiklerinin sunmadığı, süreç hassasiyeti, takımlama saldırganlığı ve uyumluluk karmaşıklığının benzersiz bir kombinasyonunu sunar. Alev geciktirici malzemeleri yanlış yönetmenin sonuçları parça kalitesinin ötesine geçer; bozulmuş alev geciktirici bileşikleri vidaları ve kovanları aşındırabilir, havalandırma deliklerini tıkayabilir, oyuklarda birikebilir ve en kötü durumda işleme ortamında zehirli gaz üretebilir.
Güvenilir FR sınıfı üretime giden yol sistematiktir: uygulama sıcaklığı ve mevzuat gereklilikleri için doğru FR kimyasını seçin, bu kimyaya uygun kalıp çeliği ve yüzey işlemlerini belirtin, daha sıkı kurutma ve proses kontrolleri uygulayın ve FR bileşiklerinin hızlandırılmış kirlenme ve aşınma özelliklerini hesaba katan önleyici bakım programları oluşturun. Bu faktörlerin tasarım aşamasında tasarlanması, bunları üretimde düzeltmenin maliyetinin çok küçük bir kısmına mal olur.
İlgili Makaleler:
- EV Akü Muhafazası Enjeksiyon Kalıplama: PA66 GF50 ve PPS GF40 — Mühendislik Dengeleri
- 2026 Yılının En İyi 8 Enjeksiyon Malzemesi
- Yüksek Hassasiyetli Enjeksiyon Kalıp Çeliği Seçim Kılavuzu
- Enjeksiyon Kalıplamada Kalıp Parlaması: Nedenleri, Önlenmesi ve Ortadan Kaldırılması
- Plastik Enjeksiyon Kalıplamada Optimum Yüzey Son İşleminin Elde Edilmesi
IMTEC Kalıp | Nr.818 Jinyuan Yolu, Yinzhou, Ningbo, 315100, Zhejiang, Çin | [email protected] | 86 153 5648 7586

