
Termoplastik Poliüretan (TPU), esnek kauçuklar ile sert plastikler arasındaki boşluğu doldurur. Olağanüstü esnekliği, aşınma direnci ve yüksek gerilme mukavemeti ile bilinen TPU, küresel endüstriyel üretimde oldukça tercih edilmektedir. Ancak bu eşsiz poliüretan elastomerin işlenmesi, onun gizli teknik nüanslarının derinlemesine anlaşılmasını gerektirir.
Bu kılavuz, üretim hattınızı optimize etmek ve yüksek verimli B2B bileşen üretimini güvence altına almak için TPU özelliklerine, işleme parametrelerine, kalıp tasarımı sırlarına ve sorun giderme stratejilerine ilişkin mühendislik düzeyinde bilgiler sağlar.
1. Temel Özellikler ve Seçim İkilemi
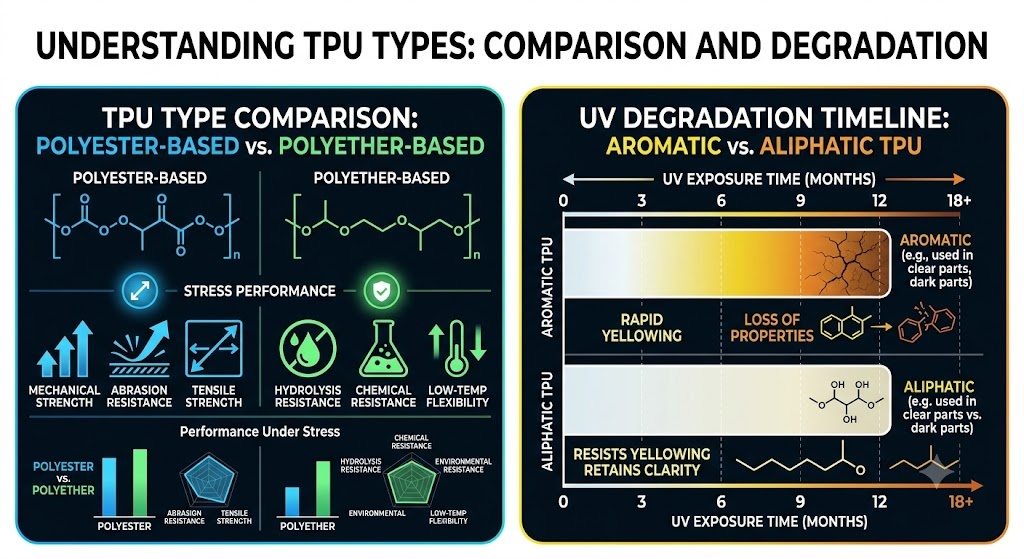
Doğru TPU kalitesini seçmek, temel kıyı sertliği çizelgelerinin ötesine bakmayı gerektirir. Endüstriyel tedarik ve ürün tasarım ekipleri öncelikle temel kimyasal farklılığı dengelemelidir: Polyester bazlı TPU ve Polieter bazlı TPU .
Polyester bazlı TPU:
- Mekanik Dayanım: Üstün çekme ve yırtılma direnci.
- Aşınma Direnci: Mükemmel (Endüstriyel mobilya tekerleri gibi çabuk aşınan parçalar için idealdir).
- Hidroliz Direnci: Zayıf (Nemin bozulmasına karşı hassas).
- Düşük Sıcaklık Esnekliği: Güzel.
- Mikrobiyal Direnç: Düşük.
Polieter bazlı TPU:
- Mekanik Dayanım: Orta.
- Aşınma Direnci: Güzel.
- Hidroliz Direnci: Mükemmel (Islak veya su altı ortamlar için idealdir).
- Düşük Sıcaklık Esnekliği: Üstün (Ultra düşük sıcaklıklarda esnekliği korur).
- Mikrobiyal Direnç: Yüksek.
Uzman İpucu: Sararmanın Gizli Maliyeti
Stveart aromatik TPU'lar, UV radyasyonu altında bozunan ve şeffaf parçaların çirkin bir sarıya dönmesine neden olan moleküler yapılara sahiptir. Yüksek kaliteli tüketim malları, özel servo kablo kılıfları veya görünür otomotiv iç mekanları için mühendislerin kaynak sağlaması gerekir. alifatik TPU kaliteleri . Alifatik kimya, doğası gereği UV ışığına direnç göstererek optik berraklığı ve renk stabilitesini uzun ürün ömrü boyunca korur.
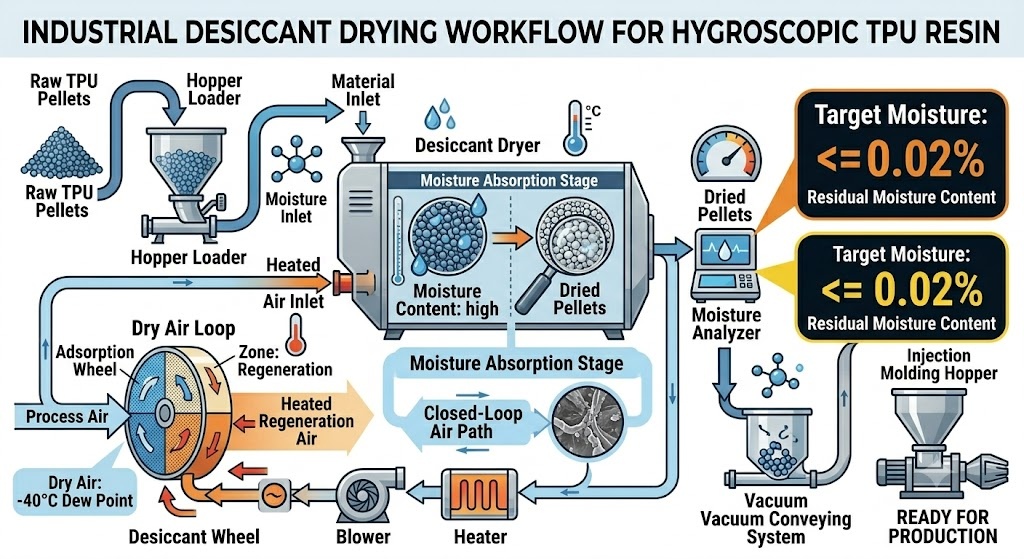
2. Malzeme Hazırlama: Temel Kurutmanın Ötesinde
TPU enjeksiyon kalıplamada tek bir arıza noktası varsa o da nemdir. TPU oldukça higroskopiktir; ortam havasındaki su buharını aktif olarak emer. Islak reçinenin işlenmesi aşağıdakilere yol açar: geri dönüşü olmayan hidrolitik bozunma — suyun yüksek sıcaklıklarda poliüretan polimer zincirlerini parçaladığı ve malzemenin mekanik özelliklerini tamamen yok ettiği kimyasal bir reaksiyon.
- Çiy Noktası Metriği: Standart sıcak hava hazneleri yetersizdir. Çiğlenme noktasını koruyabilen bir kurutucu kurutucu kullanmalısınız. -40°C veya daha düşük.
- Kurutma Parametreleri: İşlenmemiş reçineyi şu sıcaklıkta kurutun: 80°C ila 90°C için 3 ila 4 saat . Enjeksiyon haznesine girmeden önce hedef nem içeriği kesinlikle %0,02 veya daha az .
Uzman İpucu: %20 Yeniden Öğütme Kuralı
Endüstriyel maliyetlerin azaltılması yollukların ve yollukların yeniden kullanılmasını zorunlu kılsa da TPU'nun termal geçmişinin sıkı bir şekilde yönetilmesi gerekir.
Altın Kanun: Asla birden fazla karıştırmayın %15 ila %20 yeniden öğütme (geri dönüştürülmüş hurda) işlenmemiş reçine ile.
Bu sınırın aşılması, parçanın orijinal yırtılma mukavemetinde ciddi bir düşüşe neden olur ve estetik sararmayı hızlandırır. Ayrıca, yeniden öğütülmüş hurda, işlenmemiş peletlere göre iki kata kadar daha hızlı nemi emer; o zorunluluk hazneye karıştırılmadan önce bağımsız, sıkı bir kurutucuyla kurutulur.
3. İşleme Parametreleri: Kayma Isısını Yenmek
TPU için termal profili ayarlamak doğrusal olmayan bir yaklaşım gerektirir. TPU molekülleri sürtünmeye karşı oldukça hassas olduğundan malzeme yüksek kesme hassasiyeti . Enjeksiyon kalıplama makinesi erimiş elastomeri sıkı kısıtlamalarla zorladığında, çok büyük bir iç sürtünme meydana gelir. kesme ısıtması .
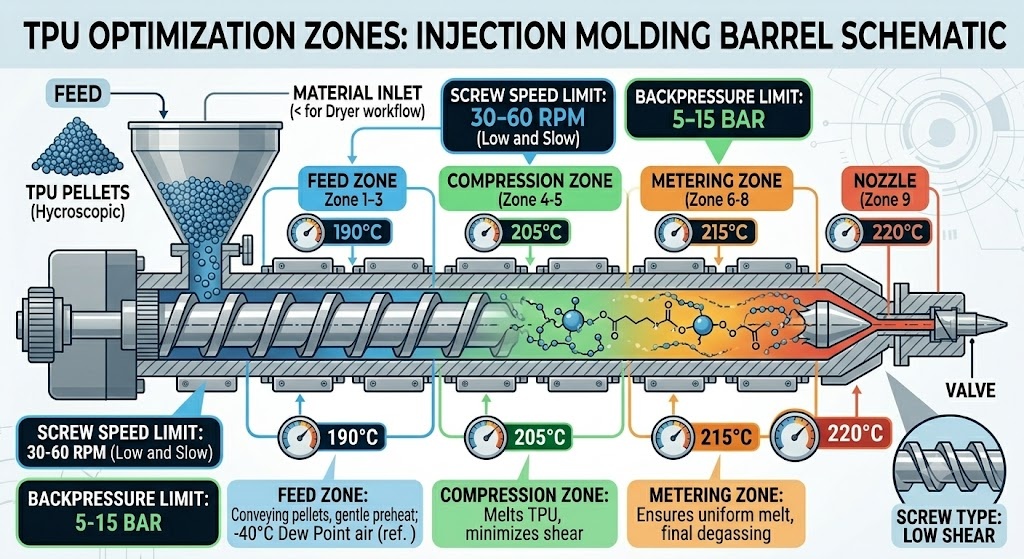
Bu sürtünme ısısının malzemenin aşırı ısınmasını ve yanmasını önlemek için, “Düşük ve Yavaş” makine ayarlama stratejisi:
- Erime Sıcaklığı: arasında hassas bir namlu profilini koruyun 190°C ve 220°C . 230°C'nin aşılması termal ayrışmayı tetikleyecektir.
- Kalıp Sıcaklığı: Kalıp duvarlarını açık tutun 20°C ila 40°C . Soğutucu kalıplar poliüretan blokların kristalleşmesini hızlandırarak parçanın deforme olmadan temiz bir şekilde yapılandırılmasına ve çıkarılmasına olanak tanır.
- Vida ve Geri Basınç: Düşük vida doğrusal hızlarını ayarlayın ( 30 ila 60 rpm ) ve minimum geri basınç ( 5 ila 15 bar ). Yüksek geri basınç, elastomer üzerinde gereksiz kesme gerilimine neden olur ve plastik daha nozuldan ayrılmadan polimer zincirlerini kırar.
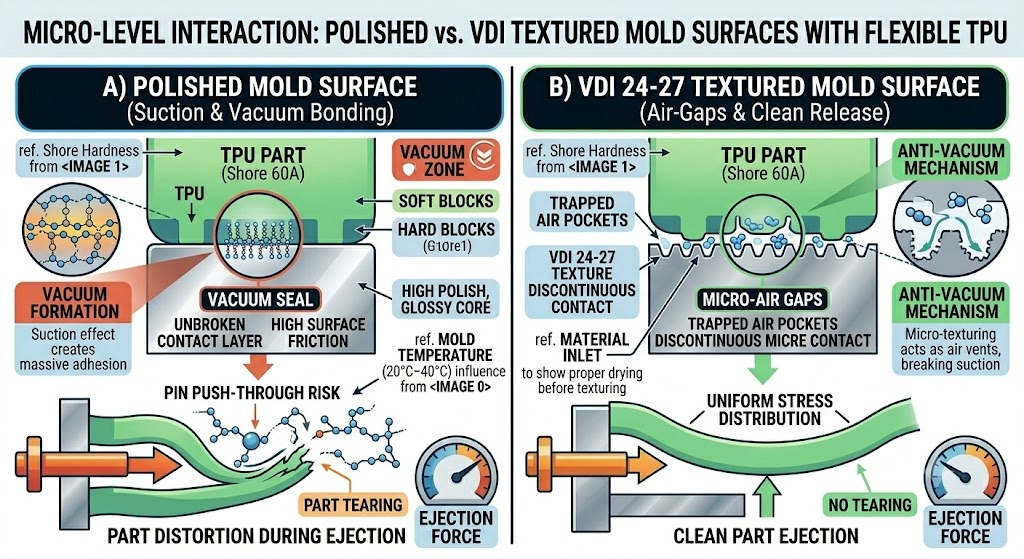
4. Yapışkan Elastomerler için Kalıp Tasarım Sırları
ABS veya Polipropilen gibi sert plastiklere yönelik standart kalıp tasarım ilkeleri, esnek TPU'ya uygulandığında başarısız olacaktır. Yumuşak elastomerler, çelik takımlarda özel geometrik ve mekanik toleranslar gerektirir.
Vakum Yapışma Kabusu
Yumuşak TPU sınıfları (Shore 60A - 85A) yüksek yüzey sürtünmesine sahiptir. Kalıp açma işlemi sırasında, pürüzsüz elastomer bir vantuz gibi davranarak son derece cilalı, parlak çekirdek yüzeylerine karşı bir vakum oluşturur. Parça mekanik çıkarma sırasında yapışacak, deforme olacak veya yırtılacaktır.
- Çözüm: Yüksek cilalı ayna kaplamalarından kaçının. Bunun yerine, bir belirtin vakum önleyici kalıp dokusu hafif boncuk püskürtme veya kimyasal EDM yapısı gibi ( VDI 24 ila 27 ). Bu mikro doku, çelik ile elastomer arasında küçük hava boşluklarını hapsederek vakum contasını kırar ve yerleşik bir mekanik ayırıcı madde görevi görür.
Mikro Havalandırma Özellikleri
Yüksek enjeksiyon hızları nedeniyle sıkışan gaz esnek malzemeleri kolayca yakabilir. Ancak TPU basınç altında kolayca aktığı için büyük boyutlu havalandırma delikleri parlama yaratacaktır.
- Kural: İşlenmiş gaz delikleri katı bir mikro derinlik sınırına sahip olmalıdır. 0,015 mm'den 0,02 mm'ye . Bu, basınçlı havanın güvenli bir şekilde dışarı çıkmasına izin verirken erimiş elastomeri içerecek kadar dardır.
5. Sorun Giderme Matrisi (Gelişmiş Saha Çözümleri)
Fabrikada kusurlar ortaya çıktığında gerçek temel nedeni belirlemek, termal ve çevresel göstergeler arasında ayrım yapmayı gerektirir. Hızlı ve hedefe yönelik sorun giderme için bu saha kılavuzunu kullanın:
-
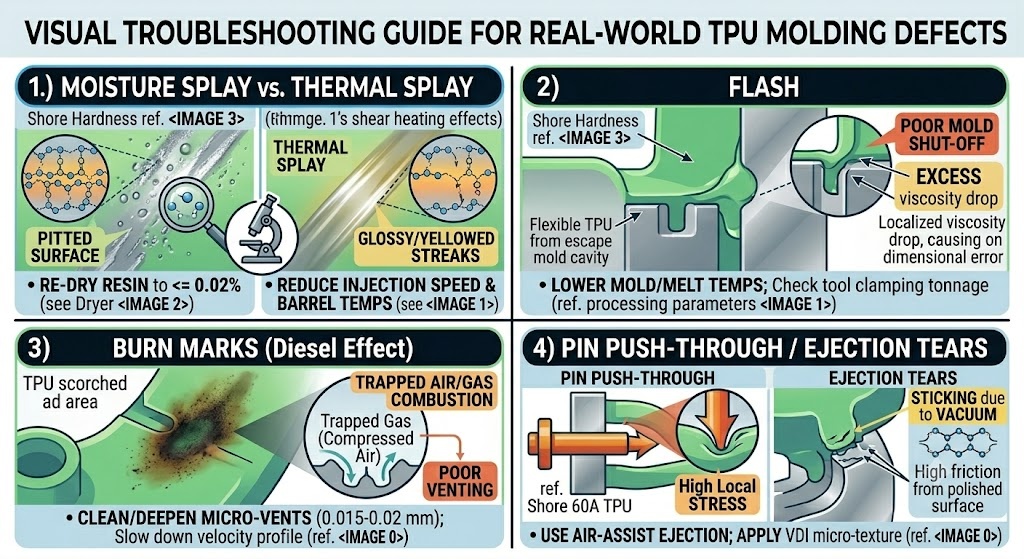
Yayılma İşaretleri (Gümüş Çizgiler)
-
Muhtemel Temel Neden: Hidrolitik veya Termal bozulma.
-
Gelişmiş Saha Çözümü: Mikroskop Testi: Büyütme altında çizgileri inceleyin. Çizgiler pürüzlü ve çukurluysa, bu nem yayılmasıdır (kurutma süresini artırın). Çizgiler pürüzsüz ve parlaksa, aşırı kesme ısısının (enjeksiyon hızını veya meme sıcaklığını azaltın) neden olduğu termal yayılmadır.
-
Flash (Dikişlerde Fazla Malzeme)
-
Muhtemel Temel Neden: Aşırı enjeksiyon veya lokal viskozite düşüşleri.
-
Gelişmiş Saha Çözümü: Viskoziteyi artırmak için erime sıcaklığını düşürün veya tutma basıncı profilini azaltın. Alet bağlama kuvvetinin gerekli tonajla eşleşip eşleşmediğini kontrol edin.
-
Yanık İzleri (Dizel Etkisi)
-
Muhtemel Temel Neden: Havalandırılmamış ceplerde sıkışmış gaz sıkıştırması.
-
Gelişmiş Saha Çözümü: Mikro delikleri temizleyin ve derinleştirin (maks. 0,02 mm). Eriyik son dolum bölgesine girmeden hemen önce enjeksiyon hızı profilini yavaşlatın.
-
Yapışkan Parçalar / Fırlatma Gözyaşları
-
Muhtemel Temel Neden: Vakumla bağlama veya erken paketleme.
-
Gelişmiş Saha Çözümü: Mekanik pimlerin yanı sıra hava destekli fırlatma sistemine (hava püskürtme valfi) geçin. Çekirdeğe bir VDI mikro dokusu uygulayın.
6. Geleceğin Eğilimleri: Yeşil Tedarik Zinciri için Kaynak Kullanımı
Küresel markalar döngüsel ekonomilere doğru geçiş yaparken, uluslararası ÇSY gereklilikleri B2B satın alma kriterlerini değiştiriyor. Endüstriyel üretim ekosistemi hızla ilerliyor Biyo Tabanlı TPU and PCR (Tüketici Sonrası Geri Dönüştürülmüş) Elastomerler .
Modern biyo-bazlı TPU'lar, geleneksel petrol türevli poliolleri bitki kaynaklı alternatiflerle (mısır nişastası veya hint yağı gibi) değiştirerek karbon ayak izlerini %40'a kadar azaltır.
İşleme Penceresi Gerçekliği
Mühendisler ve satın alma temsilcileri, biyo bazlı ve geri dönüştürülmüş TPU'ların önemli ölçüde daha dar işlem pencereleri fosil yakıtlı malzemelerden daha Biyopolimerler daha yüksek termal hassasiyet ve daha düşük kayma toleransı sergiler. Üretim alanınızı bu yeşil malzemelere uyarlamak, hassas kapalı devre kontrollü kalıplama makinelerine yükseltme yapmayı, gelişmiş nem çekici kurutma kurulumlarına öncelik vermeyi ve yeşil tedarik zincirinde rekabetçi kalabilmek için optimize edilmiş takım dokulandırmayı kullanmayı gerektirir.

