
Modern endüstriyel enjeksiyon kalıplamada, özellikle de zorlu Kuzey Amerika otomotiv, havacılık ve tıbbi cihaz tedarik zincirlerinde, yapısal hafifleştirme ve bileşen entegrasyonuna yönelik yönelim, ince duvarlı profillere ve karmaşık, fiberle güçlendirilmiş polimer matrislere benzeri görülmemiş bir bağımlılığı tetikledi. Bu gelişmeler önemli miktarda malzeme ve kütle verimliliği sağlarken, örgü hatları ve kaynak hatlarından kaynaklanan lokal mekanik arıza ve kozmetik red riskini de önemli ölçüde artırıyor. Basit yüzey kusurları olmaktan çok uzak olan bu yapısal arayüzler, polimer zincirlerinin yeterince birbirine nüfuz edemediği kalıplanmış matris içindeki derin süreksizlikleri temsil eder. Üreticiler, dar OEM marjlarını korumak ve katı mekanik güvenlik standartlarını sürdürmek için örgü hattı iyileştirme işlemini artık baskı makinesinde bir dizi deneme-yanılma ayarı olarak ele alamazlar. Bunun yerine, mühendislik ekiplerinin niceliksel üretim alanı denetimini gelişmiş tahmine dayalı simülasyon ve optimize edilmiş takım düzenleriyle sorunsuz bir şekilde birleştiren veri odaklı bir metodoloji benimsemesi gerekiyor.
Örgü Hatlarının Tespit Edilmesi ve İncelenmesi: Görselden Kantitatif Metriklere Geçiş
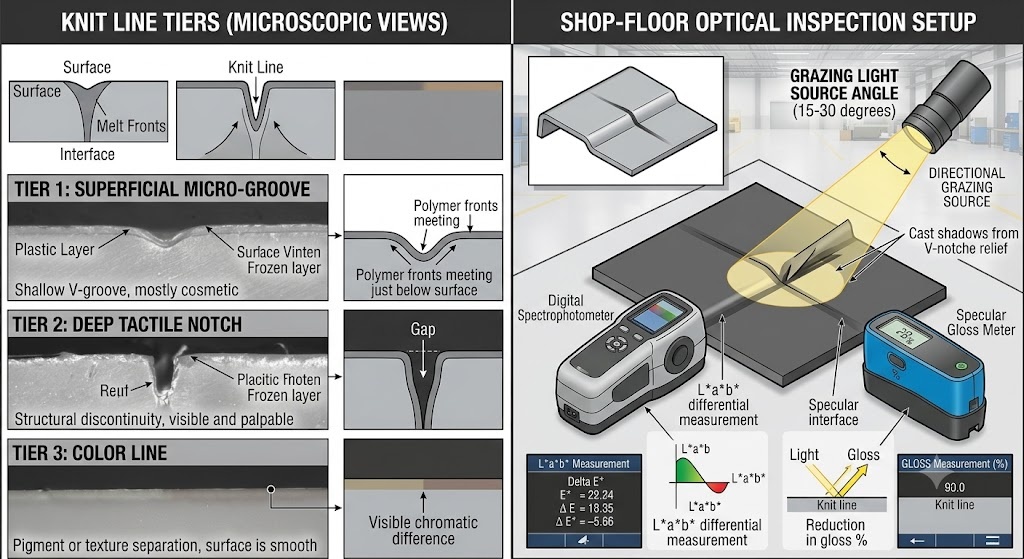
Sağlam bir kalite kontrol çerçevesi oluşturmak için kalıplama operasyonlarının öznel görsel değerlendirmeleri ortadan kaldırması ve bunları kesin, ölçülebilir ölçümlerle değiştirmesi gerekir. Üretim alanında, geleneksel görsel denetim genellikle örgü hattı sorunlarını belirsiz niteliksel tanımlayıcılar aracılığıyla kategorilere ayırır. Gerçek süreç kontrolü, bu niteliksel gözlemlerin dijital, tekrarlanabilir değişkenlere dönüştürülmesini gerektirir. Yüzey morfolojisi farklı fiziksel katmanlara göre kategorize edilmelidir: yüzeysel mikro oluklar, derin dokunsal çentikler ve farklı lokalize renk değişimleri. Kalite mühendisleri, düşük açılı aydınlatma ve yüksek kontrastlı projeksiyon görüntüleme gibi özel görüntüleme teknikleri kullanarak yüzey sapmalarının haritasını çıkarabilir. Kozmetik bileşenler için, standartlaştırılmış CIELAB renk alanını kullanarak arayüz boyunca kromatik kaymaları kaydetmek için spektrofotometreler kullanılmalı ve Delta E_ab gibi 0,5'ten küçük veya buna eşit bir üst eşik sınırı belirlenmelidir. Eş zamanlı olarak, yerel aynasal parlaklık azalmalarını ölçmek ve kaynak bölgesinin belirli bir tolerans değeri dahilinde nominal dokuyla eşleşmesini sağlamak için temaslı parlaklık ölçüm cihazları gereklidir.
Yük taşıyan veya akışkan açısından kritik mühendislik bileşenleri için tahribatsız yüzey ölçümleri doğrulama protokolünün yalnızca yarısını temsil eder. Mekanik bütünlük, sıkı standartlaştırılmış tahribatlı test rejimleri yoluyla doğrulanmalıdır. Mühendislik protokolleri, çekme testi çubuklarının (ASTM D638 veya ISO 527'ye uygun) doğrudan üretim bileşenlerinden alınmasını ve örgü hattının tam olarak ölçü uzunluğunun merkezinde konumlandırılmasını zorunlu kılmalıdır. Daha sonra bu numunelerin mekanik performansı, aşağıdaki düz metin denklemiyle ifade edilen Kaynak Hattı Mukavemet Tutma Faktörünü (WRF) hesaplamak için arayüz olmadan kalıplanmış aynı temel numunelerle karşılaştırılır:
Estetik bir tüketici mahfazası, renk farklılığının göz ardı edilebilir olması koşuluyla güçte önemli bir düşüşü tolere edebilirken, kritik otomotiv kaput altı bileşenleri veya tıbbi sıvı manifoldları sıklıkla katı kalite eşikleri uygular ve yüzde 90 veya yüzde 95 tutma değerinin altına düşen herhangi bir partiyi reddeder. Bir kaynak hattı önceden belirlenen bu eşiklerin altına düşerse, kalite mühendisleri derhal 4 adımlı bir üretim alanı inceleme kontrol listesi uygulamalıdır:
- Kalibre edilmiş termal probları kullanarak gerçek erime ve kalıp boşluğu sıcaklıklarını doğrulayın.
- Bir yüzey profilometresi kullanarak dokunsal derinlik profilini belgeleyin.
- Eksik paketlemeyi kontrol etmek için yerelleştirilmiş parça ağırlığını nominal sınırlara göre çapraz referanslayın.
- Başarısızlık devam ederse, kesit metalografik kesit veya taramalı elektron mikroskobu (SEM) için örnekleri çıkarın ve kırılma yüzeyi boyunca sıkışmış mikroskobik uçucu maddeleri veya lokalize fiber yanlış hizalamasını inceleyin.
Kök Nedenler ve Tahmine Dayalı Simülasyon: Fiziği Eyleme Geçirilebilir İçgörülere Bağlama
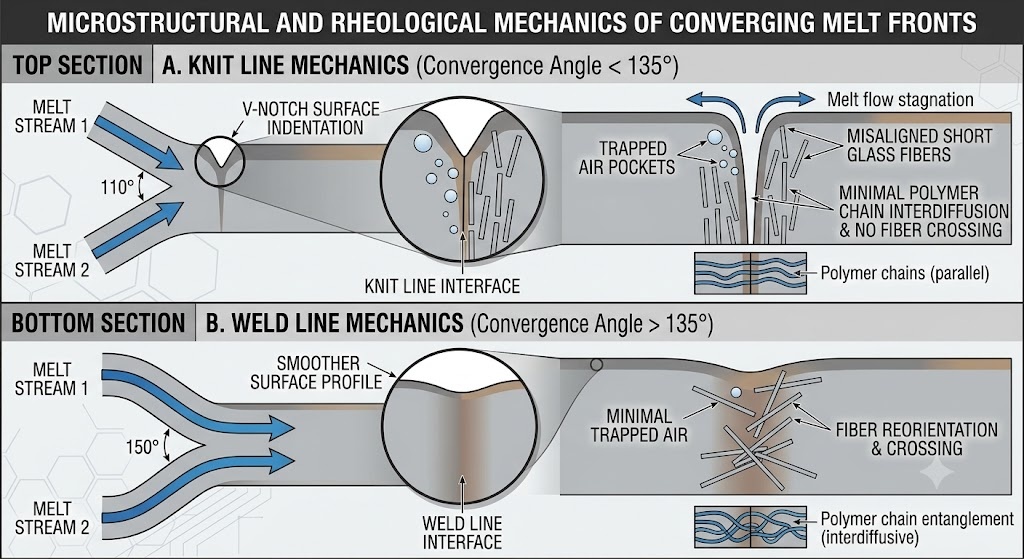
İki veya daha fazla farklı polimer eriyik cephesi, kalıp boşluğu içinde 135 dereceden daha az bir yakınsama açısıyla kafa kafaya buluştuğunda bir örgü hattı oluşturulur. Yakınsama açısı bu eşiği aştığında, sınır teknik olarak bir kaynak çizgisi olarak sınıflandırılır ve paralel akan akışların daha doğal bir şekilde karışmasını sağlar. Bu arayüzün gücünü ve görünürlüğünü yöneten temel fizik, tamamen yakınsama sırasında malzemenin termodinamik durumuna bağlıdır. Eriyik boşluk içerisinde hareket ettikçe, daha soğuk kalıp çeliği ile temas, aktif akış kanalını sürekli olarak daraltan donmuş bir sınır tabakası oluşturur. Yerel erime sıcaklığı malzemenin geçiş noktasının yakınına düşerse veya uzun akış yollarından dolayı lokal enjeksiyon basıncı düşerse, moleküler zincirler, arayüzey ve interdifüzyonu geçmek için gerekli termal enerjiden ve paketleme kuvvetinden yoksundur. Ayrıca, bölünmüş akış yolları, kısa cam elyafları gibi anizotropik takviyeleri doğal olarak buluşma sınırına paralel dönmeye zorlayarak bağlantı noktası boyunca herhangi bir mekanik köprüyü tamamen ortadan kaldırır.
Takım çeliği kesildikten sonra bu fiziksel olguları pahalı deneme yanılma modifikasyonlarıyla ele almak yerine, ürün tasarım aşamasında gelişmiş sonlu elemanlar CAE araçları (Autodesk Moldflow, Moldex3D veya Sigmasoft 3D gibi) kullanılmalıdır. Mühendisler basit, ikili görsel grafiklerin ötesine bakmalı ve niceliksel analitik kriterleri değerlendirmelidir. Temel simülasyon çıktıları arasında hız vektörü durgunluk noktalarının izlenmesi, bağlantı noktasındaki lokal sıcaklık düşüşlerinin belirlenmesi ve sayısal Kaynak Hattı Yoğunluk İndeksinin (VHI) çıkarılması yer alır. Yapısal bütünlüğün değerlendirilmesine yönelik son derece güvenilir bir yöntem, öngörülen fiber oryantasyon tensörlerinin doğrudan enjeksiyon simülasyonundan aşağı yöndeki yapısal FEA paketlerine eşlenmesini içerir ve tasarımcıların gerçek dünyadaki mekanik yükler altında lokalize stres konsantrasyonlarını simüle etmelerine olanak tanır. Doğru tahmin sağlamak için simülasyon modellerinin, doğrulanmış malzeme karakterizasyon verileri ve doğru makine yanıt parametreleriyle birleştirilmiş, ince duvar bölümleri boyunca en az 10 ila 12 katmandan oluşan yüksek düzeyde rafine edilmiş 3D ağlar kullanması gerekir.
Bu sanal CAE tanılamalarını pratik atölye çözümlerine dönüştürmek için mühendislik ekiplerinin standartlaştırılmış bir tanılama karar ağacını izlemesi gerekir. Bir simülasyon kabul edilemez bir örgü hattı riskini gösterdiğinde, mühendisin parametreleri rastgele ayarlamak yerine sistematik olarak değerlendirmeli ve değişkenleri izole etmesi gerekir. İlk olarak, kapı konumlarını değiştirerek kavşağın kritik olmayan bir bölgeye taşınıp taşınamayacağını kontrol edin. Geometrik kısıtlamalar kapının yerini değiştirmeyi imkansız hale getiriyorsa bir sonraki adım, değişken kalıp sıcaklığı ayarlamalarının moleküler bağlanmayı iyileştirip iyileştiremeyeceğini değerlendirerek yerelleştirilmiş termal yönetimi değerlendirmektir. Son olarak, termal ayarlamalar yetersizse, yerel akış direncini azaltmak ve paketleme basıncını artırmak için mekanik duvar kalınlığı değiştirilmelidir. Bu yapılandırılmış yöntem, takımlarda ve süreçlerde yapılan değişikliklerin sağlam mühendislik ilkelerine dayalı olmasını sağlar, geliştirme döngülerini önemli ölçüde azaltır ve lansman döngüsünün sonlarında maliyetli mühendislik değişiklik emirlerini (ECO'lar) önler.
Kalıp Tasarımı ve Kapı Konumu Stratejileri: Akış Yollarının ve Termal Düzenlerin Kontrolü
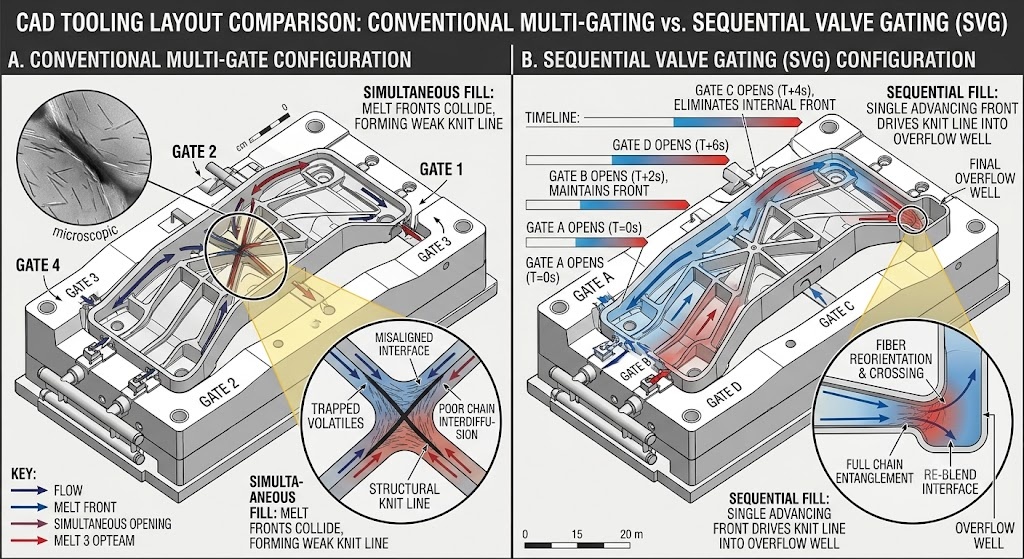
Örgü çizgilerini ortadan kaldırmanın veya yeniden yerleştirmenin birincil yöntemi, aletin yolluk sisteminin stratejik yerleştirilmesidir. Geçit geometrisinin seçimi (ister hassas doğrudan valf geçitleri, ister kenar geçitleri veya fan geçitleri kullanılsın) ilk dolum modelini belirler ve akış cephelerinin çekirdek pimleri veya dahili kesikler etrafında nasıl bölündüğünü ve yeniden birleştiğini doğrudan kontrol eder. Karmaşık parçaları tasarlarken mühendislerin akış mesafesi ve izin verilen maksimum akış uzunluğu/duvar kalınlığı oranlarına ilişkin kesin kurallar oluşturması gerekir. Örneğin, ince duvarlı tüketici elektroniğinde sıklıkla sıralı valf geçiş (SVG) stratejisi kullanılır. Mühendisler, valf kapaklarını hassas, zamanlanmış bir sırayla açmak için elektronik olarak kontrol edilen hidrolik veya pnömatik pimler kullanarak, tek, sürekli bir eriyik cephesini boşluk boyunca taramaya zorlayarak, kaynak çizgilerini çevresel parlama alanlarına veya yapısal olmayan kenarlara kaydırarak dahili örgü çizgilerinin oluşumunu tamamen ortadan kaldırabilirler.
Kapı yerleşiminin ötesinde, kalıp çeliği içindeki termal performansın yönetilmesi, örgü hattı kalitesinin optimize edilmesi açısından kritik öneme sahiptir. Geleneksel düz delinmiş soğutma hatları genellikle derin çekirdek bölümlerini ve karmaşık köşeleri etkili termal soğutmadan izole ederek, örgü hattı arayüzünü zayıflatan lokal sıcak noktalara veya şiddetli termal eğimlere neden olur. Geleneksel hatların doğrudan metal lazer sinterleme (DMLS) yoluyla üretilen gelişmiş konformal soğutma kanallarıyla değiştirilmesi, soğutma hatlarının parça boşluğunun hatlarını tam olarak takip etmesine olanak tanır. Bu, son derece düzgün bir ısı dağılımı sağlar ve hassas lokalize hızlı ısı döngüsü kalıplamayı (RHCM) mümkün kılar. Doldurma sırasında yerel örgü hattı alanını hızla ısıtmak için buhar veya yüksek sıcaklıkta basınçlı su kullanarak ve ardından hızlı katılaşma için soğuk suya geçerek üreticiler, örgü hattı oluşumu sırasında boşluk yüzey sıcaklığını reçinenin cam geçişi veya kristal erime noktasının üzerinde tutabilirler. Bu, yüzeydeki çentikleri tamamen ortadan kaldırır ve polimer zincir dolaşıklığını en üst düzeye çıkarır.
| Takım Stratejisi | Tipik Takımlama Maliyeti Primi | Döngü Süresi Etkisi | Örgü Hattı Mukavemetinin İyileştirilmesi | En İyi Uygulamaya Uygunluk |
| Konvansiyonel İşlenmiş Soğutma | Temel (0 dolar) | Başlangıç çizgisi (25 ila 45 saniye) | Minimal (yüzde 0 ila 10 iyileşme) | Düşük karmaşıklığa sahip, kalın duvarlı yapısal bloklar. |
| Uyumlu Soğutma Parçası (DMLS) | Yüzde 15 ila yüzde 30 | Yüzde 15 ila yüzde 30 azalma | Yüzde 15 ila yüzde 30 artış | Karmaşık otomotiv kaplamaları, çok boşluklu tıbbi parçalar. |
| Sıralı Valf Geçidi (SVG) | Yüzde 25 ila yüzde 40 | Nötr | Kusuru tamamen yeniden konumlandırır | Büyük gövde panelleri, gösterge panelleri, uzun kapaklar. |
| Hızlı Isı Döngüsü Kalıplama (RHCM) | Yüzde 40 ila yüzde 60 | Yüzde 10 ila yüzde 25 artış | Yüzde 40 ila yüzde 70 artış | Çok parlak tüketici ekranları, tıbbi optik muhafazalar. |
Bu gelişmiş araç değişikliklerini uygulamadan önce, mühendislik ekiplerinin sıkı bir ön yatırım getirisi (ROI) ve risk değerlendirmesi yapması gerekir. Bir DMLS uyumlu ek parçanın veya bir SVG manifoldunun eklenmesi, başlangıçtaki takımlama sermaye harcamalarını onbinlerce dolar artırabilirken, bu maliyetlerin uzun vadeli operasyonel ölçümlere göre dikkatli bir şekilde dengelenmesi gerekir. Birkaç yıla yayılan yüksek hacimli bir otomotiv üretimi için, çevrim süresinde yüzde 20'lik bir azalma ve hurda oranlarında önemli bir azalma, ön takım primini kolayca haklı çıkarır. Bunun tersine, daha düşük hacimli tıbbi bileşenler için, parça duvar kalınlıklarının değiştirilmesi veya akış cephesinin sonundaki soğuk parçacıkları toplayan ve kalıplama sonrası temiz bir şekilde makineyle işlenebilen yerelleştirilmiş taşma kuyularının dahil edilmesi, projenin sermaye bütçesini aşmadan gerekli mekanik özellikleri karşılayan daha uygun maliyetli bir alternatif sunar.
İşleme, Malzeme ve Üretim Ödünleri: Parametre Matrislerini Optimize Etme
Takım değişiklikleri bütçe veya zaman çizelgeleri nedeniyle kısıtlandığında, mühendisler örgü hattı performansını yönetmek için sistematik süreç optimizasyonuna ve dikkatli malzeme seçimine güvenmek zorundadır. Ham polimerin moleküler yapısı, eriyik ön yakınsaması sırasındaki reolojik davranışını belirler. Polipropilen (PP) veya amorf akrilonitril bütadien stiren (ABS) gibi doldurulmamış ticari reçineler kolaylıkla akar ve daha düşük bağıl enerjilerde kolaylıkla bağlanır. Bununla birlikte, polikarbonat (PC), poliamid 6/66 (PA6/PA66) ve polifenilen oksit (PPO) gibi yüksek sıcaklık mühendislik plastikleri (özellikle yüzde 30 ila yüzde 50 cam elyafı veya mineral değiştiricilerle doldurulduğunda) ciddi reolojik zorluklar sunar. Bu gelişmiş bileşikler için, malzeme bozulmasını veya döngü süresinin uzamasını önlemek amacıyla parametre ayarlamalarının yüksek düzeyde yapılandırılmış, "koruyucudan agresife" bir işleme matrisini takip etmesi gerekir.
Üretim alanındaki örgü hattı kusurlarını sistematik olarak çözmek için teknisyenler kapsamlı bir malzeme ve işleme parametresi kılavuzuna başvurmalıdır. Parça kalitesi ve yapısal performans üzerindeki etkiyi doğru bir şekilde ölçmek için, ayarlamalar her zaman sırayla yürütülmeli ve her değişiklikten sonra sürecin birkaç döngü boyunca dengelenmesine olanak sağlanmalıdır:
| Reçine Matris Tipi | Önerilen Erime Aralığı (derece C) | Önerilen Kalıp Aralığı (derece C) | Birincil Enjeksiyon Hızı Ayarlama Adımı | Beklenen Örgü Hattı Mukavemetinin Korunması (%) |
| Dolgusuz Polipropilen (PP) | 200 - 240 | 30 - 60 | Orta Aşamalı (%10'luk artışlarla) | %85 - %95 |
| ABS (Estetik Sınıf) | 220 - 260 | 50 - 80 | Yüksek Hız Profili (Hızlı örgü bölgesi) | %80 - %90 |
| Polikarbonat (PC) | 280 - 320 | 80 - 110 | Yüksek Paket ile Yüksek Sabit Hız | %70 - %85 |
| PA66-GF30 (%30 Cam Dolgulu) | 270 - 300 | 80 - 120 | Ultra Yüksek Hız (Maksimum kesme ısıtması) | %35 - %55 |
| PPO (Modifiye / Yapısal) | 260 - 310 | 70 - 100 | Yüksek Hız ve ardından Anında Paket Değişimi | %50 - %70 |
Optimize edilmiş işleme parametreleri, son derece estetik bir bileşen üzerindeki görünür örgü çizgisini tamamen ortadan kaldıramazsa, ikincil bitirme işlemleri gerekli olabilir. Mekanik zımparalama, otomatik astarlama ve boyama, kimyasal buharlı cilalama veya lokalize ultrasonik füzyon dahil olmak üzere kalıp sonrası iyileştirme seçenekleri, yüzey kusurlarını etkili bir şekilde maskeleyebilir, ancak önemli üretim ödünleşimlerine neden olurlar. İkincil bir poliüretan kaplama veya kimyasal solventle yıkama, amorf tüketici muhafazasına kusursuz, yüksek parlaklıktaki yüzey kaplamasını geri kazandırabilirken, bu işlemler toplam parça parça maliyetlerini artırır, ek işçilik gerektirir ve kullanım kusurları nedeniyle hurda oranlarını yükseltir. Ayrıca yüzey kaplamaları altta yatan yapısal kusurları düzeltmez. Cam elyaflar boyalı bir yüzeyin altında yanlış hizalanmış halde kalırsa, parça mekanik stres altında arızalanır. Operasyon yöneticileri, kalite, maliyet ve bileşen güvenilirliğini en iyi dengeleyen seçeneği seçerek, bu sonlandırma maliyetlerini gelişmiş takım yükseltmelerine yönelik uzun vadeli sermaye yatırımıyla dikkatlice tartmalıdır.
Takım İşleme ve İşleme Performansınızı Hızlandırın
Örgü hattı arızalarını ortadan kaldırmak, önceden tahmine dayalı mühendisliğin disiplinli kalite kontrolle uyumlu hale getirilmesini gerektirir. Kapsamlı, üretime hazır ürünümüzü indirin Örgü Hattı Sorun Giderme ve Simülasyon Kalibrasyon Kontrol Listesi (PDF) Adım adım kalıplama makinesi ayarlama şablonlarını, hedef VHI ağ oluşturma parametrelerini ve ASTM/ISO doğrulama formlarını içerir.
Aktif bir program için acil mühendislik desteğine mi ihtiyacınız var? Gelişmiş bir randevu planlamak için bugün teknik ekibimizle iletişime geçin CAE Simülasyon İncelemesi ve Kalıp Yerleşim Denetimi . Kuzey Amerikalı üretim uzmanlarımız 3 ila 5 iş günü içinde ayrıntılı arıza tespit hizmetleri sağlar.

