
Giriş
Plastik enjeksiyon kalıplamada bir parçanın yüzey kalitesi kozmetik bir tercihten çok daha fazlasıdır. Bir ürünün tüketicinin elinde nasıl hissettiğini, ışığın ürünün hatlarından nasıl yansıdığını ve daha da önemlisi parçanın üretim sırasında kalıp boşluğundan ne kadar temiz çıktığını doğrudan etkiler. Yanlış yüzeyin seçilmesi mikro çiziklere, kozmetik çökme izlerine veya parçaların alete sıkışmasına yol açarak hurda oranlarını büyük ölçüde artırabilir.
Bu kaplamaları tedarik zinciri boyunca standartlaştırmak için Plastik Endüstrisi Derneği (artık sadece PLASTİK olarak biliniyor) SPI yüzey bitirme sınıflandırma sistemini kurdu. Dernek adını güncellemiş olsa da küresel takım üreticileri ve üretim mühendisleri hâlâ bunları evrensel olarak "SPI Standartları" olarak adlandırıyor.
Bu standartların nüanslarını ve farklı polimerlerin bunlarla nasıl etkileşime girdiğini anlamak, estetik amaç ile üretim gerçekliği arasında denge kurmanın anahtarıdır.

4 Temel SPI Bitiş Sınıflandırması
SPI standardı, kalıp çeliğini parlatmak için kullanılan ortam ve yönteme göre belirlenen, bitirme işlemlerini dört farklı harf derecesine (A, B, C ve D) sınıflandırır. Her sınıfta, 1'den 3'e kadar olan sayılar, işleme seviyesini ve sonuçta ortaya çıkan yüzey pürüzlülüğü ortalamasını (Ra) belirtir.
Sınıf A: Parlak/Parlak Kaplamalar (Elmas Cilası)
A Sınıfı kaplamalar, optik netliğin ve yüksek parlaklıkta estetiğin zirvesini temsil eder. Bu yüzeyler, kalıp boşluğunun giderek daha ince dereceli elmas tozu parlatma macunları kullanılarak özenle elle cilalanmasıyla elde edilir.
- SPI A-1: Yaklaşık 0,012 ila 0,025 mikrometre Ra değerinde ultra pürüzsüz bir yüzey pürüzlülüğü elde etmek için 3. Sınıf elmas parlatma macunu kullanan en yüksek standart. Ayna benzeri, son derece yansıtıcı bir yüzey sağlar.
- SPIA-2: 6. Sınıf elmas macunu kullanarak biraz daha yüksek bir Ra değeri (0,025 ila 0,05 mikrometre) elde edilir, ancak birinci sınıf parlaklık korunur.
- SPI A-3: Keskin, parlak bir görünüm sunan ancak biraz daha bağışlayıcı bir pürüzlülük profiline (0,05 ila 0,10 mikrometre Ra) izin veren 15. Sınıf elmas macunla cilalanmıştır.
Üretim Bilgileri:
Gerçek A Sınıfı bir yüzey elde etmek için NAK80 veya S136 gibi yüksek kaliteli, yüksek sertlikte kalıp çelikleri gerekir. Standart takım çelikleri mikro yabancı maddeler veya gözeneklilik içerir; A-1 seviyesine kadar cilalandığında bu yabancı maddeler "yırtılıp çıkar" ve geride cilayı bozan mikroskobik çukurlar kalır.
Ayrıca, A Sınıfı yüzeyler, iç parça kusurları için bir büyüteç görevi görür; bir kirişin veya çıkıntının arkasındaki herhangi bir hafif hacimsel büzülme (çökme izleri), ışık yansıması altında anında görülebilir.
- Ortak Uygulamalar: Birinci sınıf piyano siyahı veya kristal berraklığında bir görünümün gerekli olduğu optik lensler, şeffaf ışık boruları, yüz siperleri, aynalar ve üst düzey tüketici elektroniği muhafazaları.
Sınıf B: Yarı Parlak Kaplamalar (Kağıt)
B Sınıfı kaplamalar, ayna kaplamanın aşırı maliyetleri veya kırılganlığı olmadan düzgün, profesyonel bir görünüm gerektiren parçalar için tasarlanmıştır. Bu yüzeyler, doğrusal, üst üste binen bir hareketle uygulanan ince taneli zımpara kağıdı kullanılarak elde edilir.
- SPI B-1: 600 kumlu kağıtla kaplanmış olup, 0,05 ila 0,10 mikrometre Ra tipik pürüzlülüğü ile olağanüstü temiz, yarı parlak bir yüzey üretir.
- SPI B-2: Orta derecede yarı parlak bir görünüm sunan (0,10 ila 0,15 mikrometre Ra) 400 kumlu kağıtla cilalanmıştır.
- SPI B-3: 320 kumlu kağıtla cilalanmış, görünür, tekdüze mikro çiziklere (0,28 ila 0,35 mikrometre Ra) sahip yumuşak saten bir parlaklık elde edilmiştir.
Üretim Bilgileri:
Kumlu kağıt parlatma kalıba yönlü, doğrusal bir çizik deseni sağladığından alet üreticisinin parlatma vuruşlarını kalıbın açılma yönü (çıkarma yolu) ile hizalaması gerekir. Kum çizgileri çekme yönüne dik olarak uzanırsa, kalıplanmış plastik mikro oluklara tutunacak ve üretim sırasında sürtme izlerine ve ciddi çıkarma zorluklarına yol açacaktır.
- Ortak Uygulamalar: Tüketici cihazı muhafazaları, otomotiv iç kaplama panelleri, el tipi elektronik muhafazalar ve ticari ofis ekipmanları.

C Sınıfı: Mat Kaplamalar (Taş Cilası)
C Sınıfı kaplamalar yumuşak, donuk, yansıtıcı olmayan mat bir görünümle karakterize edilir. Alet üreticileri bu dokuyu kalıp çeliğini agresif bir şekilde pürüzsüzleştirmek için profil yağ taşları (kum taşları) kullanarak elde ederler.
- SPI C-1: 600 kumlu ince bir cila taşı kullanılarak elde edilir ve pürüzsüz mat bir yüzey elde edilir (0,35 ila 0,40 mikrometre Ra).
- SPI C-2: Belirgin bir mat doku (0,45 ila 0,55 mikrometre Ra) oluşturan 400 kumlu bir taşla tamamlandı.
- SPI C-3: Daha kaba, tamamen düz, mat bir görünüm (0,63 ila 0,85 mikrometre Ra) bırakmak için tüm işleme işaretlerini kaldıran, daha kaba 320 kumlu bir taşla tamamlandı.
Üretim Bilgileri:
Endüstriyel uygulamalarda C Sınıfı nadiren yalnızca bir parçanın "dekorasyonu" için seçilir. Bunun yerine, endüstrinin tercih ettiği “maliyet verimliliği” son noktasıdır. Taş cilalamanın temel amacı, CNC frezeleme takımlarının veya EDM elektrotlarının geride bıraktığı kaba işleme işaretlerini (taraklar ve oluklar) hızlı ve ekonomik bir şekilde silmektir. Son kullanıcının asla göremeyeceği parçalar için varsayılan kaplamadır.
- Ortak Uygulamalar: İç yapısal kirişler, elektronik braketler, otomotiv yapısal bileşenleri, yakıt depoları ve gizli endüstriyel donanım.
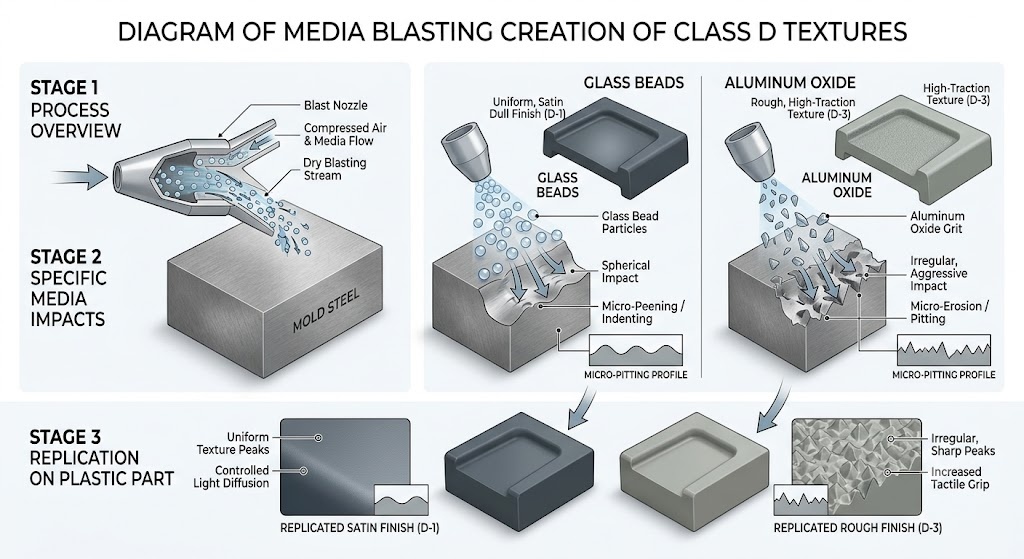
Sınıf D: Dokulu Yüzeyler (Patlatma/Kumlama)
D Sınıfı kaplamalar pürüzlü, ağır dokulu veya saten hissi sağlar. Bu, kalıp boşluğunun yüksek basınç altında kuru ortam püskürtmesine tabi tutulduğu "yıkıcı" bir dokulandırma işlemidir.
- SPI D-1: Kalıp çeliğinin ince cam boncuklarla püskürtülmesiyle oluşturulur ve sonuçta düzgün, saten benzeri donuk bir yüzey elde edilir (0,80 ila 1,10 mikrometre Ra).
- SPI D-2: Orta dereceli kumlama ortamı veya kumla püskürtülerek daha pürüzlü, kaymaz bir doku (1,10 ila 1,60 mikrometre Ra) üretilir.
- SPI D-3: İri alüminyum oksit veya ağır kum taneleri ile püskürtülerek son derece dokunsal, pürüzlü, tamamen düz bir yüzey (2,30 ila 3,20 mikrometre Ra) elde edilir.
Üretim Bilgileri:
D Sınıfı kaplamalar, kaynak çizgileri veya küçük çökme izleri gibi yüzey kusurlarını gizlemek için mükemmeldir. Ancak mühendislerin "doku bozulması" için planlama yapması gerekiyor. Uzun bir üretim süreci boyunca (örneğin yüzbinlerce döngü), cam dolgulu naylon gibi aşındırıcı mühendislik plastikleri, kumlanmış kalıp boşluğunun keskin uçlarını yavaş yavaş aşındıracak ve "parlatacaktır". Sonuç olarak, bir D-1 dokusu zamanla kademeli olarak yarı mat bir dokuya dönüşebilir, bu da orijinal spesifikasyonu geri yüklemek için kalıbın üretimden çekilmesini ve yeniden kumlanmasını gerektirir.
- Ortak Uygulamalar: Ağır hizmet tipi alet kulpları, plastik direksiyonlar, dokulu bagaj kaplamaları, tüketici elektroniği kulpları ve parmak izlerini ve çizikleri maskelemek için tasarlanmış endüstriyel muhafazalar.
SPI Yüzey Cilası Karşılaştırma Tablosu
| SPI Sınıfı | Bitirme Yöntemi / Ortamı | Tipik Pürüzlülük Ortalaması (Ra - Mikrometre) | Tipik Pürüzlülük Ortalaması (Ra - Mikroinç) | Görsel Görünüm ve Parlaklık Düzeyi | Göreli Takımlama Maliyet Çarpanı |
|---|---|---|---|---|---|
| A-1 | 3. Derece Elmas Takviyesi | 0,012 ila 0,025 | 0,5 ila 1,0 | Yüksek Ayna Cilası, Son Derece Yansıtıcı | 2,5x ila 3,0x |
| A-2 | 6. Derece Elmas Takviyesi | 0,025 ila 0,05 | 1,0 ila 2,0 | Ayna Cilası, İyi Yansıtıcılık | 2,0x ila 2,5x |
| A-3 | 15. Derece Elmas Takviyesi | 0,05 ila 0,10 | 2,0 ila 4,0 | Yüksek Parlaklık, Yumuşak Yansımalar | 1,5x ila 2,0x |
| B-1 | 600 Kumlu Kağıt | 0,05 ila 0,10 | 2,0 ila 4,0 | Yarı Parlak, İnce Doğrusal Parlaklık | 1,3x |
| B-2 | 400 Kumlu Kağıt | 0,10 ila 0,15 | 4,0 ila 6,0 | Orta Yarı Parlak | 1,2x |
| B-3 | 320 Kumlu Kağıt | 0,28 ila 0,35 | 11,0 ila 14,0 | Yumuşak Saten, Hafif Parlaklık | 1,1x |
| C-1 | 600 Kum Taşı | 0,35 ila 0,40 | 14,0 ila 16,0 | İnce Mat, Yansıtıcı Olmayan | 1,0x (Temel) |
| C-2 | 400 Kum Taşı | 0,45 ila 0,55 | 18,0 ila 22,0 | Orta Mat, Düz Kaplama | 0,9x |
| C-3 | 320 Kum Taşı | 0,63 ila 0,85 | 25,0 ila 34,0 | Kaba Mat, Takım İşaretlerini Siler | 0,8x |
| D-1 | Kuru Cam Boncuk Patlaması | 0,80 ila 1,10 | 32,0 ila 44,0 | Mat Saten, İnce Sedefli Dokulama | 1,2x |
| D-2 | İnce Kum Patlaması | 1,10 ila 1,60 | 44,0 ila 64,0 | Mat Dokulu, Tamamen Düz | 1,3x |
| D-3 | Kaba Kum / Oksit Patlaması | 2,30 ila 3,20 | 90,0 ila 130,0 | Çok Pürüzlü, Dokunsal Kavrama Dokusu | 1,4x |
SPI Yüzey Kaplama Seçerken Temel Faktörler
Bir yüzey kaplaması seçmek, malzeme özellikleri, geometri ve bütçe arasında hesaplanmış bir denge gerektirir. Üretim Kararınıza (DFM) rehberlik etmesi gereken temel faktörler şunlardır.
Malzeme Seçimi: Kristal ve Amorf Polimerler
Plastik reçinenizin moleküler yapısı, kalıbın yüzeyini ne kadar iyi kopyaladığını doğrudan belirler.
- Amorf Polimerler (örn. Polikarbonat, ABS, Akrilik/PMMA) cilalı çeliğe karşı mükemmel şekilde akan rastgele bir moleküler düzene sahiptir. Mutlak şeffaflık veya yüksek parlaklık için A Sınıfı elmas kaplamaları alma konusunda mükemmeldirler.
- Kristal Polimerler (örn. Naylon/PA, Polipropilen, Polietilen) soğudukça yapısal kristalleşmeye uğrayarak daha yüksek büzülmeye neden olur. Ayrıca, dayanıklılık için bu malzemelere cam elyaf (GF) eklerseniz elyaflar yüzeye çıkma eğilimi gösterir. %30 Cam Dolgulu Naylon üzerinde A Sınıfı bir kaplama belirlemek sermaye israfıdır; yüzey doğası gereği çizgili ve benekli görünecektir. Bu malzemeler C Sınıfı veya D Sınıfı yüzeylerde çok daha iyi performans gösterir.
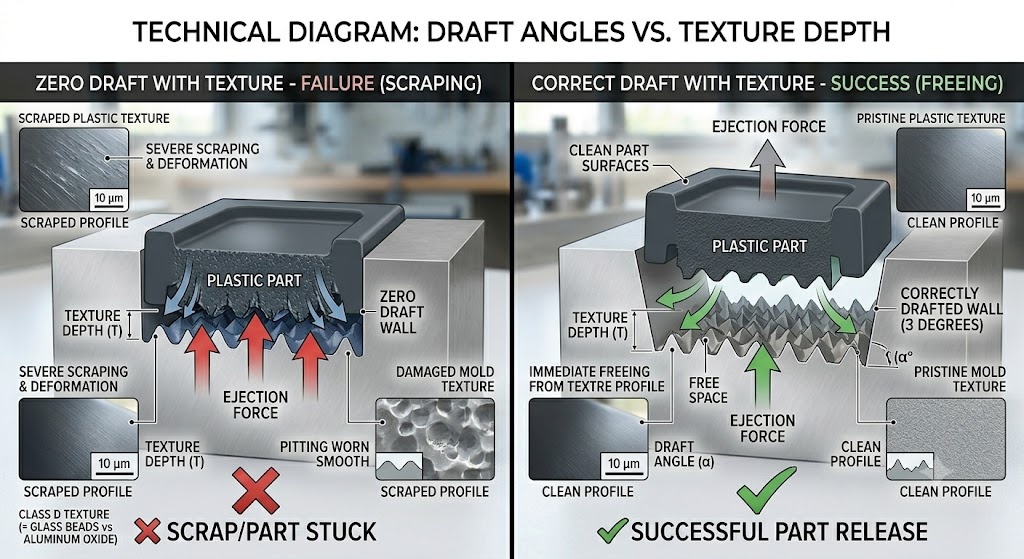
Draft Açısı Cezası
Yüzey dokuları mikroskobik tepeler ve vadiler oluşturur. Kalıp açıldığında plastik parça temiz bir şekilde çekilip çıkarılmalıdır. Parçanın dikey duvarlarında yeterli çekiş (koniklik) yoksa dokulu çelik, çıkarma sırasında soğutma plastiğini fiziksel olarak kazıyacak, yırtacak veya işaretleyecektir.
- Endüstrinin Altın Kuralı: Standart pürüzsüz yüzeyler için (Sınıf A ve B), kenar başına 0,5 ila 1,0 derecelik minimum taslak açısı kabul edilebilir.
- Dokulu Başparmak Kuralı: D Sınıfı kumlanmış yüzeyler için, doku derinliğinin her 0,025 mm'si (1 mil veya 0,001 inç'e eşit) için yaklaşık 1 ekstra taslak açısı derecesi eklemeniz gerekir. Bunun dikkate alınmaması ciddi sürtünme izlerine ve parça deformasyonuna neden olacaktır.
Kalıplama Maliyetleri ve Teslimat Süreleri
Karşılaştırma tablosunda gösterildiği gibi A Sınıfı kaplama, kalıp üretim maliyetlerini önemli ölçüde artırır. Bir aletin A-1 cilasına kadar elle cilalanması, adım adım yapılması gerektiğinden aletin teslim süresine günler, hatta haftalar ekleyebilir (örneğin, 320 kumlu bir taştan çelik matrisi bozmadan doğrudan elmas macununa atlayamazsınız). C Sınıfı taş kaplamalar bugüne kadar üretilmesi en hızlı ve en ucuz olanlardır.
Parça İşlevselliği
Son kullanım ortamını göz önünde bulundurun. Yüksek parlaklıktaki A Sınıfı kaplamalar, kötü şöhretli çizilme mıknatıslarıdır ve yağlı parmak izlerini anında gösterir. Bir ürünün günlük olarak kullanılması gerekiyorsa (kontrolör veya elektronik kavrama gibi), D Sınıfı saten doku, ürünün ömrü boyunca aşınma ve yıpranmayı başarılı bir şekilde gizlerken dokunsal sürtünme sağlar.
Mühendislik Çizimlerinde SPI Kaplamaları Nasıl Belirlenir?
Açık iletişim, maliyetli takımların yeniden çalışmasını önler. Üretim planlarınızı veya 2D mühendislik çizimlerinizi hazırlarken aşağıdaki sektördeki en iyi uygulamaları uygulayın:
- Genel Açıklamalardan Kaçının: Çizim notlarına kesinlikle “Dış Yüzeyleri Cilalayın” yazmayın. Bu, tanımı tamamen yoruma bırakmaktadır. Bunun yerine aşağıdaki gibi açık açıklamalar kullanın:
GÖRÜNEN KOZMETİK YÜZLERDE SPI A-2 OLACAK YÜZEY FİNİŞİ. - Doku Sınır Spline'larını Kullan: Tek bir kalıplanmış parça birden fazla yüzeye sahipse (örneğin, D Sınıfı dokulu muhafaza üzerinde A Sınıfı parlak vurgu şeridi), geçiş bölgelerini tam olarak göstermek için 2D baskınıza temiz, kesikli bir sınır çizgisi çizin.
- Çapraz Referans Küresel Standartlar: Küresel tedarik zincirleriyle çalışıyorsanız, üretim ortağınız Avrupa VDI 3400'e (kıvılcım erozyonu ölçeklerine dayalıdır) veya Mold-Tech gibi tescilli doku kataloglarına daha alışkın olabilir. Varsa eşdeğer değerleri not edin (örneğin, SPI C-1 kabaca VDI 18 ila 21 ile aynı hizadadır).
- Fiziksel Doku Plakalarını Talep Edin: Bir alet üreticisinin binlerce dolarlık bir kalıp boşluğunu dokulandırmasına izin vermeden önce, kalıplanmış fiziksel bir numune çipi talep edin. kesin seçilmiş reçine malzemesi. Dokular, doğal Polipropilen üzerinde, siyah Polikarbonat üzerinde olduğundan çok farklı görünür.
Çözüm
SPI yüzey kalitesi standartlarına hakim olmak, endüstriyel tasarım konseptleri ile gerçek dünyadaki üretim performansı arasındaki boşluğu doldurur. A Sınıfı kaplamanın birinci sınıf takım çeliği ve kusursuz parça tasarımı gerektirdiğini veya D Sınıfı dokunun geniş taslak açıları gerektirdiğini anlayarak üretimdeki darboğazları önleyebilir, parça reddetme oranlarınızı düşürebilir ve takım bütçenizi kontrol edebilirsiniz.
Çeliği kesmeden önce malzeme seçiminizi, geometrik taslağı ve istediğiniz SPI standardını hizalamak için her zaman erken DFM aşamasında enjeksiyon kalıplama ortağınıza danışın.

