
Flaş, enjeksiyon kalıplamada en yaygın kusurlardan biridir ve en yanlış teşhis edilenlerden biridir. Ayırma hatlarında, ejektör pimlerinde veya kesici uç arayüzlerinde görünen fazla malzemeden oluşan ince kanatçıklar, temel neden genellikle takımlama olduğunda sıklıkla yalnızca proses parametrelerine suçlanır. Bu kılavuz, flaşın verimli bir şekilde ortadan kaldırılması için yedi temel neden kategorisinin tamamını, niceliksel önleme standartlarını ve düzeltici eylem öncelik matrisini kapsayan sistematik bir teşhis çerçevesi sağlar.
1. Kalıp Yanıp Sönme Nedir?
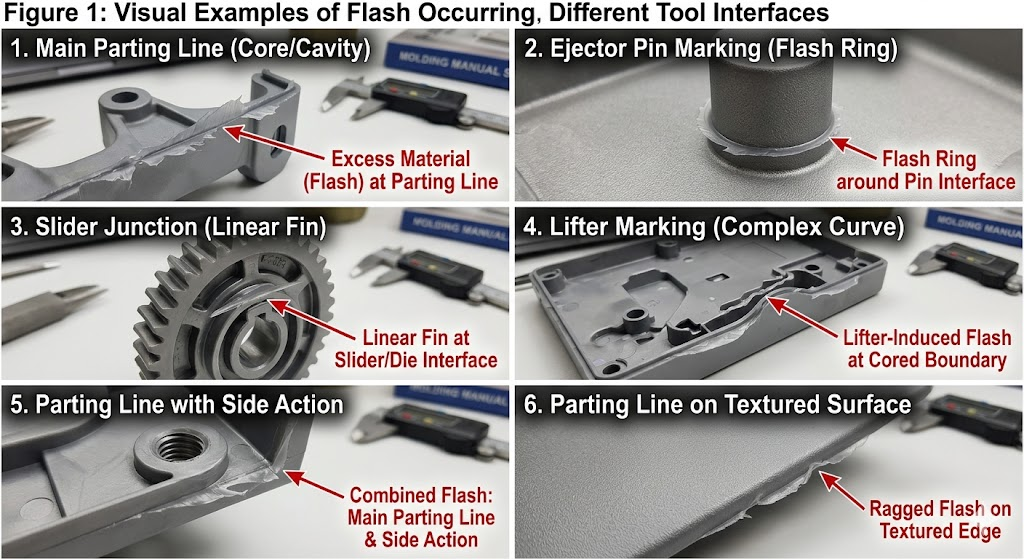
Parlama (ayrıca: yanıp sönme, çapak), donmadan önce aletteki herhangi bir boşluktan kalıp boşluğundan kaçan fazla malzemedir. Şuradaki parçaya iliştirilmiş ince bir yüzgeç, ağ veya tüylü kenar olarak görünür:
- Ayrılık hatları — en yaygın konum
- İtici pin arayüzleri — pim yüzlerinin etrafında dairesel flaş halkaları
- Kızak ve kaldırıcı arayüzleri — yan hareket temas yüzeyleri boyunca doğrusal kanatçıklar
- Sınır ekleyin — geçmeli kalıplamada metal kesici uç çevrelerinde
- Havalandırma yerleri — havalandırma delikleri aşırı büyükse veya aşınmışsa
- Kapatma yüzeyleri — özlü özelliklerde ve açık deliklerde
Flash yalnızca kozmetik değildir. İkincil düzeltme işlemleri ekler, montaj müdahalesi riski taşır, keskin kenarlar oluşturur (yaralanma ve conta arızası tehlikesi) ve tıbbi veya gıdayla temas eden uygulamalarda mevzuata uygunsuzluğu tetikler. Daha da önemlisi, kalıp sisteminde, tedavi edilmediği takdirde her atışta giderek genişleyen bir boşluğa işaret eder.
2. Yedi Temel Neden Kategorisi
Flaşın her zaman aynı acil nedeni vardır; baskı altındaki malzemenin bir boşluk bulması. Ancak bu boşluğun kökeni, her biri farklı bir düzeltici eylem gerektiren yedi ayrı kategoriye ayrılıyor.
2.1 Yetersiz Sıkma Kuvveti
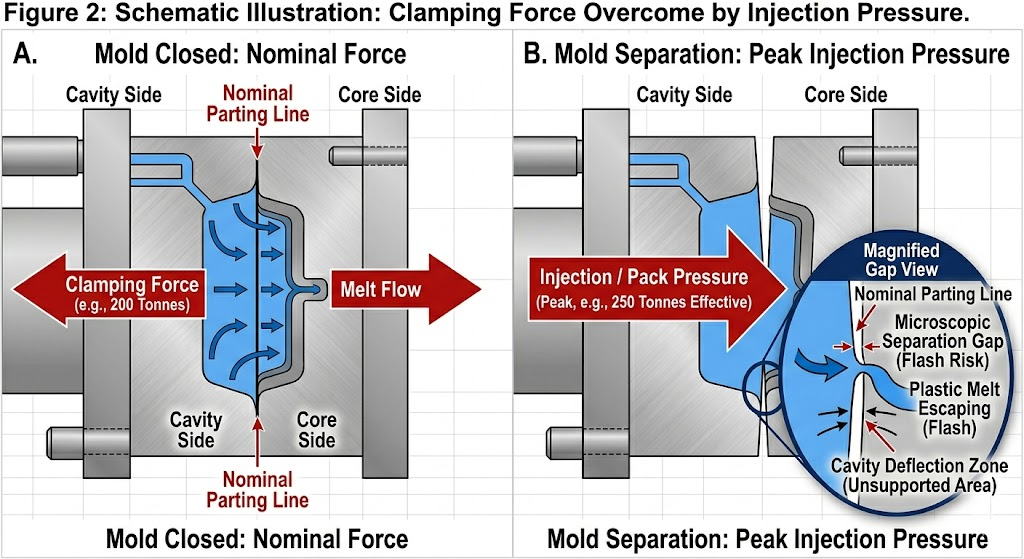
En sık gözden kaçan neden. Enjeksiyon basıncı, parçanın ve yolluk sisteminin öngörülen alanı üzerinde presin etkili sıkıştırma kuvvetini aşarsa kalıp plakaları dolum ve paketleme sırasında anlık olarak ayrılır ve ayırma hattında dinamik bir boşluk oluşturulur.
Teşhis kontrolü:
Gerekli kelepçe kuvveti (ton) = Tahmini alan (cm²) × Boşluk basıncı (MPa) ÷ 10080 MPa ortalama boşluk basıncıyla doldurulmuş, 180 cm²'lik projeksiyon alanına (yolcular dahil) sahip bir parça için:
Gerekli kelepçe = 180 × 80 ÷ 100 = minimum 144 ton%20-25'lik bir güvenlik marjı ekleyin → Minimum 175–180 ton.
Bu parçanın 150 tonluk bir preste çalıştırılması, diğer herhangi bir parametre ayarından bağımsız olarak ayırma hattı flaşı üretecektir.
Yaygın hata: Yolluk sistemi hariç, yalnızca parçadan öngörülen alanın hesaplanması. Yolluk, yolluklar ve kapılar, öngörülen alana ve boşluk basıncına önemli ölçüde katkıda bulunur.
| Malzeme | Tipik Boşluk Basıncı Aralığı | Sıkma Kuvveti Temel Kuralı |
|---|---|---|
| PP, PE (ince duvar) | 40–80 MPa | 0,4–0,8 ton/cm² |
| ABS, PS | 50–90 MPa | 0,5–0,9 ton/cm² |
| PA6, PA66 | 60–100 MPa | 0,6–1,0 ton/cm² |
| PC, PC/ABS | 80–130 MPa | 0,8–1,3 ton/cm² |
| PPS, LCP | 90–150 MPa | 0,9–1,5 ton/cm² |
| POM | 70–110 MPa | 0,7–1,1 ton/cm² |
2.2 Ayırma Yüzeyi Aşınması veya Hasarı
Ayırma yüzeyi (PS), boşluk ve atmosfer arasındaki birincil contadır. Aşınma, darbe hasarı, EDM kıvılcım aşınması veya yetersiz yüzey sertliği nedeniyle mükemmel düzlükten herhangi bir sapma, malzemenin kaçmasına neden olur.
Kritik toleranslar:
| Kalıp Boyutu | İzin Verilen Maksimum PS Düzlük Sapması | Önerilen Çelik Sertliği |
|---|---|---|
| Küçük (<250 × 250 mm) | 0,005mm | 48–52 HRC |
| Orta (250–500 mm) | 0,008mm | 48–52 HRC |
| Büyük (>500 mm) | 0,010–0,012 mm | 44–48 HRC |
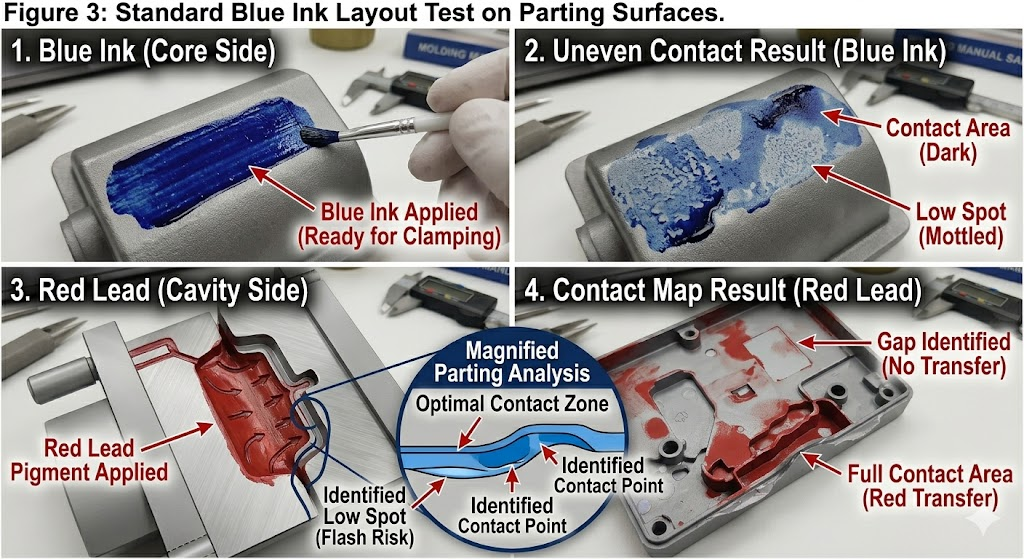
Denetim protokolü: Mavi mürekkep transfer testi veya kalınlık ölçer, tüm ayırma yüzeyi boyunca tarama yapar. Ticari bir malzeme üzerinde >0,010 mm veya düşük viskoziteli bir malzeme (LCP, PPS) üzerinde >0,005 mm herhangi bir boşluk, parlama riski oluşturur.
Önem derecesine göre onarım yöntemleri:
| Hasar Türü | Onarım Yöntemi | Teslim Süresi |
|---|---|---|
| Az aşınma (<0,05 mm düşük alan) | Lazer kaynak yeniden cilalama | 1–3 gün |
| Orta derecede aşınma (0,05–0,2 mm) | Püskürtme kaynağı veya TIG kaynağının yeniden makineyle işlenmesi | 3–5 gün |
| Darbe hasarı / göçük | Lazer kaynak EDM yeniden kıvılcım | 2–4 gün |
| Yaygın aşınma (>0,2 mm) | Yüzey taşlama makinesinde tam PS yeniden sıyırma | 3–7 gün |
| Tekrarlanan flaş aynı yerde | Sert yüzey kaynağı (Stellite) yeniden cilalama | 5-10 gün |
2.3 Aşırı Enjeksiyon Hızı veya Basıncı
Proses parametreleri boşluk basıncını kelepçe kuvveti kapasitesinin üzerine çıkarırsa veya enjeksiyon hızı, kelepçe tonajı tam olarak gelişmeden ayırma hattında hidrolik bir kama etkisi yaratacak kadar yüksekse, geometrik olarak mükemmel bir kalıp bile parlayacaktır.
Parlamayı tetikleyen proses koşulları:
- Enjeksiyon hızı o kadar yükseğe ayarlanmış ki boşluk 0,3 saniyeden kısa sürede doluyor — tepe basınç artışı kelepçe kapasitesini bir an için aşıyor
- Düşük viskoziteli bir malzeme üzerinde paket basıncı enjeksiyon basıncının %80'inin üzerine ayarlandı
- Tutma süresi kapının donmasının ötesine uzatıldı — kapının donmasından sonra devam eden basınç, parça paketlemeye değil kalıp plakalarına kuvvet aktarır
- Erime sıcaklığı çok yüksek — viskoziteyi azaltır, malzeme herhangi bir boşluğa daha agresif bir şekilde akar
Proses ayarlama sırası (takım müdahalesinden önce):
- Enjeksiyon hızını %10'luk artışlarla azaltın — flaşın azalıp azalmadığını kontrol edin
- Paket basıncını dolum basıncının %60-70'ine düşürün
- Tutma süresinin kapının donma süresini aşmadığını doğrulayın (kapı dondurma çalışmasını kullanın)
- Erime sıcaklığını 5–10°C azaltın
- Dört ayarın hepsinden sonra flaş devam ediyorsa — temel neden işlem değil, takımlamadır
2.4 Malzeme Viskozitesi Çok Düşük
Düşük viskoziteli malzemeler, standart viskoziteli malzemelerin kapattığı boşluklara akar. Bu nedenle PPS, LCP ve düşük moleküler ağırlıklı PA kaliteleri, ABS veya PP'ye göre daha sıkı ayırma yüzeyi toleransları gerektirir.
Ani risk göstergesi olarak Erime Akış İndeksi (MFI):
| MFI Aralığı (g/10 dk) | Flaş Riski Kategorisi | İzin Verilen Maksimum PS Boşluğu |
|---|---|---|
| < 5 | Düşük | 0,020mm |
| 5–20 | Orta | 0,015mm |
| 20–50 | Yüksek | 0,010mm |
| > 50 (örn. LCP, ince duvarlı PP) | Çok Yüksek | 0,005–0,008 mm |
Malzeme partisi değişimi: MFI, aynı derecedeki partiler arasında ±%15–25 farklılık gösterebilir. Bir partide parlama eşiğinde çalışan bir kalıp bir sonraki partide yanıp sönebilir. Her zaman gelen MFI'yi kalıp yeterlilik verileriyle karşılaştırın.
2.5 Kalıp Sıcaklığı Çok Yüksek
Yüksek kalıp sıcaklığı, ayırma yüzeyi ile temas halinde olan eriyik katmanının viskozitesini azaltır ve malzemenin boşluklara nüfuz edecek kadar akışkan olduğu zaman penceresini uzatır. Bu özellikle aşağıdakiler için önemlidir:
- Keskin erime noktalarına sahip kristal malzemeler (POM, PPS, PA)
- Malzemeler önerilen kalıp sıcaklığı aralığının üst sınırına yakın çalışır
- Manifold ısı emme işleminin kalıp plakası sıcaklığını yerel olarak artırabildiği sıcak yolluk kalıpları
Temel kural: Kalıp sıcaklığındaki önerilen minimum değerin üzerindeki her 10°C'lik artış, flaş hassasiyetini yaklaşık bir viskozite derecesi kadar artırır; bu da MFI'de %20'lik bir artışa eşdeğerdir.
2.6 Kalıp Tasarımı Eksiklikleri
Kalıp tasarımındaki doğal parlama riski yaratan geometrik özellikler:
Desteklenmeyen ayrım yüzeyi açıklıkları: Destek direkleri olmayan geniş düz ayırma yüzeyleri boşluk basıncı altında sapar. P20 çeliğinden 400 × 400 mm'lik desteksiz bir kalıp plakası, 80 MPa'da 0,03–0,08 mm sapar; bu, çevrede parlama oluşturmaya yeterlidir.
Destek sütunu tasarım kuralı: Destek direkleri arasındaki maksimum desteklenmeyen açıklık = orta düzey kalıplar için 150 mm. Yüksek basınçlı malzemeler (PC, PPS) için 120–130 mm'lik merkezlere sütunlar ekleyin.
Ayrım hattında yetersiz arazi genişliği: Ayrım yüzeyindeki boşluğun hemen bitişiğindeki dar düz bant olan "arazi", basınca bağlı deformasyona direnecek kadar geniş olmalıdır. Önerilen minimum arazi genişliği:
| Malzeme | Minimum Arazi Genişliği |
|---|---|
| PP, PE, ABS | 3–5 mm |
| PA, POM, bilgisayar | 5–8 mm |
| PPS, LCP | 8–12 mm |
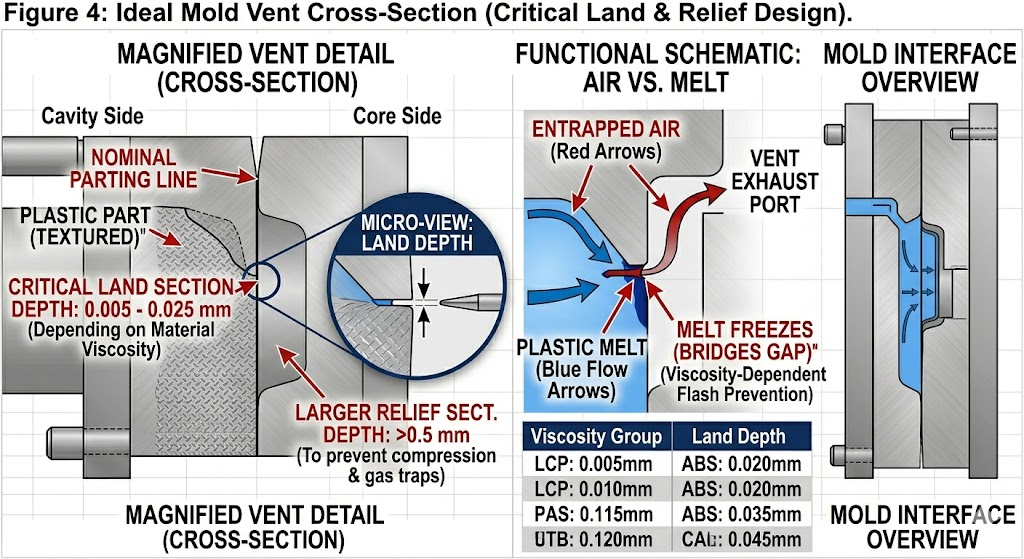
Havalandırma derinliği çok derin: Havalandırma delikleri kasıtlı boşluklardır; eğer aşırı boyutlandırılırlarsa flaş üreteçlerine dönüşürler. Standart havalandırma derinliği kuralları:
| Malzeme | Havalandırma Derinliği (kara bölümü) | Havalandırma Derinliği (kabartma bölümü) |
|---|---|---|
| PP, PE | 0,015–0,025 mm | 0,5–0,8 mm |
| ABS, PS | 0,010–0,020 mm | 0,5–0,8 mm |
| PA, POM | 0,010–0,015 mm | 0,3–0,5 mm |
| PC, PC/ABS | 0,008–0,015 mm | 0,3–0,5 mm |
| PPS, LCP | 0,005–0,010 mm | 0,2–0,3 mm |
2.7 Aşınmış veya Yanlış Hizalanmış Hareketli Bileşenler
Yan eylemler, kaldırıcılar, çekirdek çekmeler ve ejektör pimleri, her döngüde hareket eden dinamik arayüzler oluşturur. Bu arayüzler giderek aşınır ve daha önce flaşsız olan yüksek hacimli üretimde en yaygın flaş kaynağıdır.
İtici pin flaşı: Pim çapı ile delik çapı arasındaki boşluk sıkı sınırlar içinde tutulmalıdır. Malzemeye göre standart açıklık:
| Malzeme | İtici Pimi Açıklığı (her tarafta) |
|---|---|
| PP, PE, ABS | 0,010–0,020 mm |
| PA, POM | 0,008–0,015 mm |
| PC, PC/ABS | 0,005–0,012 mm |
| PPS, LCP | 0,003–0,008 mm |
Bu sınırların üzerindeki açıklıklar görünür pin parlaması oluşturur. Altlarında pimler bağlanır ve kırılır. Bu bir aşınma yönetimi sorunudur; yüksek hacimli takımlarda her 100.000-200.000 atışta bir pim açıklıklarının doğrulanması gerekir.
Slayt ve kaldırıcı arayüzü flaşı: Yan hareketleri yönlendiren aşınma plakalarındaki (kaburgalar) aşınma, kızak yüzünün oturma yüzünden 0,01-0,05 mm kaymasına olanak tanır; bu da parlama için yeterlidir. Gib aşınma plakaları, kalıp bakım planında tanımlanan denetim aralıklarıyla herhangi bir üretim kalıbında değiştirilebilir bileşenler olmalıdır.
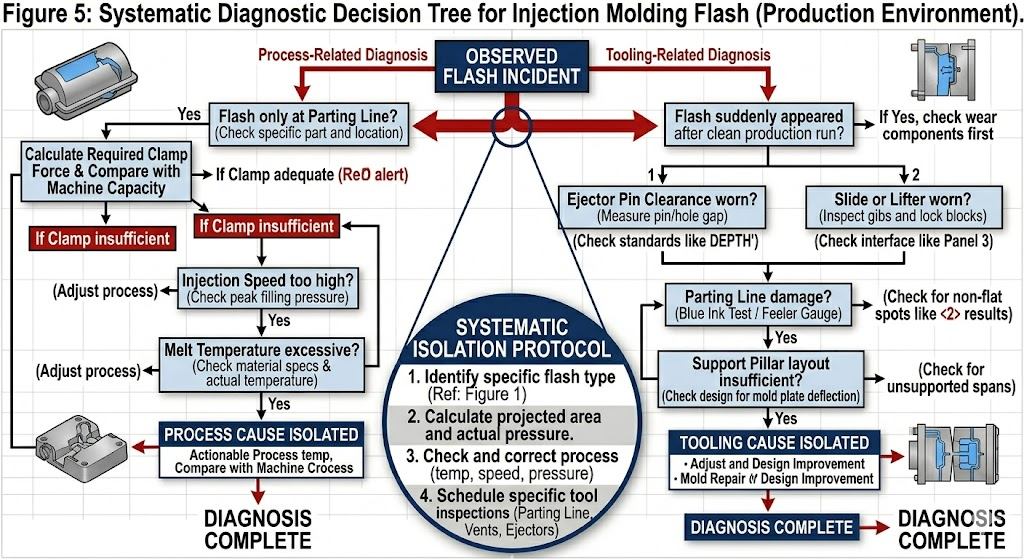
3. Flaş Teşhis Karar Ağacı
Gereksiz kalıp sökme işlemlerine gerek kalmadan temel nedeni belirlemek için bu sırayı kullanın:
FLAŞ GÖZLENDİ│├── Yalnızca ayrım hattında mı yanıp sönüyor?│ ├── EVET → Önce kelepçe kuvveti hesaplamasını kontrol edin│ │ → Daha sonra PS düzlüğünü kontrol edin (mavi mürekkep testi)│ │ → Daha sonra enjeksiyon hızını/paket basıncını azaltın│ └── HAYIR → Aşağıdan devam edin│├── Yalnızca ejektör pimlerinde mi yanıp sönüyor?│ └── EVET → Pim-delik açıklığını ölçün│ → Pim uzunluğunu kontrol edin (uzun pimler = daha yüksek temas basıncı)│ → Kelepçe kapanmadan önce ejektör plakası geri dönüşünün tamamen yerine oturduğunu doğrulayın│├── Slayt/kaldırıcı arayüzünde flaş mı var?│ └── EVET → Saplama aşınma plakalarını kontrol edin (filer ölçer)│ → Sürgü oturma kuvvetini / kilitleme açısını kontrol edin│ → Topuk bloğu temasını doğrulayın│├── Havalandırma deliklerinde ışık mı parlıyor?│ └── EVET → Havalandırma derinliğini ölçün (hedef: spesifikasyona göre yeniden kesin)│ → Havalandırma erozyonunu kontrol edin (aşındırıcı cam dolgulu malzeme)│├── Temiz prodüksiyonun X çekiminden sonra aniden flaş mı ortaya çıktı?│ └── EVET → Aşınmaya bağlı neden (kaburga, ayırma yüzeyi, ejektör pimleri)│ → Kalıp denetimini / koruyucu bakımı planlayın│└── Yeni kalıbın ilk atışından itibaren flaş mevcut mu? └── EVET → Tasarım veya yapım kalitesi sorunu → Kelepçe kuvveti hesaplamasını doğrulayın → Ayırma yüzeyi taşlama kalitesini doğrulayın → Destek sütunu düzenini kontrol edin → Spesifikasyonlara göre havalandırma derinliklerini doğrulayın
4. Kalıp Oluşturma Aşamasına Göre Önleme Standartları
En uygun maliyetli flaş önleme, kalıp ilk atışını yapmadan önce gerçekleşir.
4.1 Tasarım Aşaması
- Moldflow kavite basıncı simülasyonunu çalıştırın — tepe kavite basıncı × öngörülen alanın planlanan pres kelepçesi kapasitesinin %80'ini aşmadığını doğrulayın
- Tüm boşluk basınçları >60 MPa için destek sütunlarını ≤150 mm merkezlerde tasarlayın
- Malzeme kategorisine göre minimum arazi genişliğini belirtin (Bölüm 2.6)
- Havalandırma derinliğini malzeme spesifikasyonuna göre tasarlayın — varsayılan işleme toleranslarına güvenmeyin
- Kalıp çiziminde ejektör pimi açıklığını belirtin — tolerans bloğunda görünmelidir, makinist kararına bırakılmamalıdır
4.2 Kalıp Oluşturma Aşaması
- Son montajdan önce yüzey taşlamada ayırma yüzeyinin düzlüğünü doğrulayın - ölçümü belgeleyin
- Tam montajdan sonra mavi mürekkep testi — İlk denemeden önce %100 ayırma yüzeyi teması gerekir
- Tüm ejektör pimi açıklıklarını ölçün ve kaydedin - kalıp başına minimum 5 numune pimi, kritik kalıplar için tam set
- İlk enjeksiyondan önce slaytın pres kelepçeleme yükü altında oturduğunu doğrulayın; kil veya Fuji Prescale film kullanın
4.3 İlk Makale Deneme Aşaması
- %50 enjeksiyon hızı ve %60 paket basıncıyla başlayın — kademeli olarak artırın
- İşlem penceresi üst sınırını kaydedin (flaş başlangıcı) — bu, kritik bir kalıp yeterlilik parametresidir
- Belge işlem penceresi genişliği: Kısa atış başlangıcı ile flaş başlangıcı arasındaki fark, sağlam bir kalıp için enjeksiyon basıncının ≥%15'i olmalıdır
4.4 Üretim Aşaması
- Aşağıdakiler için önleyici bakım aralıklarını tanımlayın: ayırma yüzeyi denetimi (her 200.000 atışta), saplama aşınma plakası ölçümü (her 150.000 atışta), ejektör pimi açıklığı kontrolü (yüksek hacimli takımlar için her 100.000 atışta)
- Flaş olaylarını SPC sisteminde konuma göre takip edin; tek konumdaki aşamalı flaş, kaliteli bir kaçışa dönüşmeden önce aşınmanın sinyalini verir
- Malzeme MFI gelen denetim kayıtlarını koruyun — flaş olaylarını MFI verileriyle ilişkilendirin
5. Düzeltici Faaliyet Öncelik Matrisi
Üretimde flaş gözlemlendiğinde, maliyet ve etkinliğe göre düzeltici eylemlerin önceliklerini belirlemek için bu matrisi kullanın:
| Eylem | Maliyet | Uygulama Zamanı | Etkililik | Öncelik |
|---|---|---|---|---|
| Enjeksiyon hızını/paket basıncını azaltın | Sıfır | hemen | Yüksek (if process-caused) | 1. |
| Kelepçe kuvveti yeterliliğini doğrulayın — daha büyük baskı makinesine geçin | Düşük | Aynı vardiya | Kelepçe kaynaklı flaş için kesin | 2. |
| Mavi mürekkep testi — PS temas boşluğunu belirleyin | Düşük | 2–4 saat | Teşhis, düzeltici değil | 3. |
| PS düşük noktalarının lazer kaynak onarımı | Orta | 1–3 gün | Aşınmaya bağlı parlamalara karşı kalıcı | 4. |
| Aşınmış saplama aşınma plakalarını değiştirin | Düşük–Medium | 4–8 saat | Slayt flaşı için kalıcı | 5. |
| İtici pimleri değiştirin (büyük boy boşluk) | Düşük | 4–8 saat | Pin flaşı için kalıcı | 6. |
| Ayırma yüzeyini yeniden taşlayın | Orta | 3–7 gün | Yaygın PS aşınması için kalıcı | 7. |
| Destek sütunları ekleyin (tasarım eksikliği) | Yüksek | 2–4 hafta | Sapmaya bağlı parlamaya karşı kalıcı | 8. |
| Çeliğin sertliğini artırın (daha sert çeliğe yeniden takın) | Yüksek | 3-6 hafta | Uzun süreli aşınma önleme | 9'uncu |
6. Özel Durumlar: Yüksek Parlama Riskli Malzemeler
PPS ve LCP
Her iki malzeme de işleme sıcaklıklarında ABS'den 3-5 kat daha düşük erime viskozitesine sahiptir. Standart malzemelerin kapattığı her türlü boşluğu bulup kullanacaklar. PPS veya LCP çalıştıran kalıplar, başlangıçtan itibaren daha sıkı toleranslara göre üretilmelidir; standart toleranslı bir kalıbı PPS çalıştıracak şekilde yenilemek nadiren uygun maliyetli olur.
Zorunlu gereksinimler:
- S136 veya 420SS boşluk çeliği (korozyon ve sertlik)
- Ayırma yüzeyi düzlüğü ≤0,005 mm
- İtici pim açıklığı her tarafta ≤0,006 mm
- Havalandırma derinliği ≤0,008 mm kara kesiti
- Maksimum 120 mm merkezlerde destek sütunları
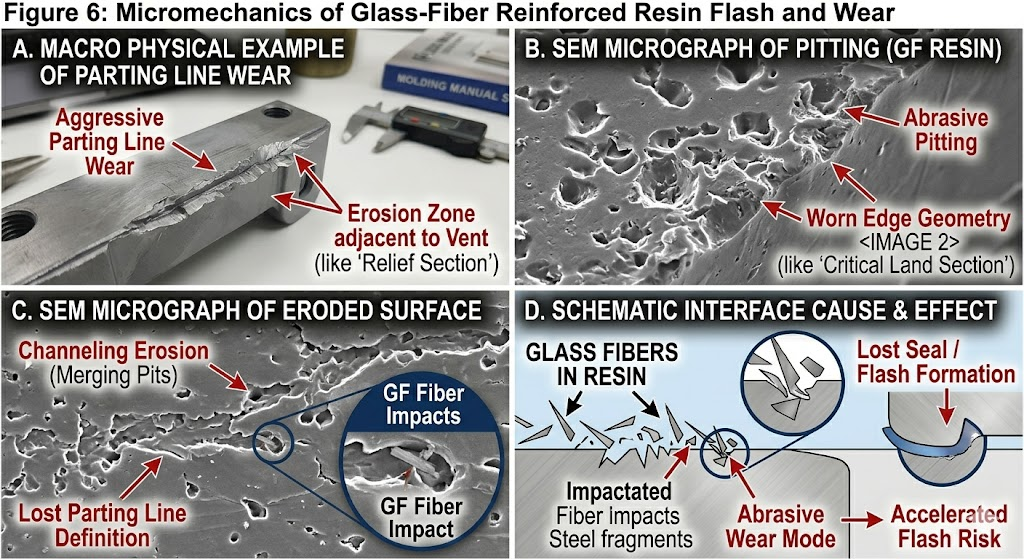
Cam Dolgulu Kaliteler (GF30 ve üzeri)
Cam elyaflar aşındırıcıdır. Ayırma yüzeyleri, havalandırma delikleri ve itici pim deliklerinin tümü, GF dolgulu üretimde, dolgusuz kalitelere göre daha hızlı aşınır. Bakım aralıkları, doldurulmamış malzeme programlarına göre %30-40 oranında azaltılmalıdır. Aşınmanın yüksek olduğu yerlerde (kapı alanları, kapının bitişiğindeki ayırma hattı) sertleştirilmiş çelik kesici uçlar (≥50 HRC) şiddetle tavsiye edilir.
İnce Duvar Parçaları (<1,0 mm duvar)
İnce duvarlı parçalar yüksek enjeksiyon hızları ve basınçları gerektirir; bu da boşluk basıncını pres kelepçesi kapasitesinin üst sınırına kadar zorlar. Kısa çekim ile flaş arasındaki süreç penceresi çok dardır (bazen enjeksiyon basıncının %5'inden az). Bu kalıplar şunları gerektirir:
- Hassas ayırma yüzeyi (≤0,005 mm düzlük)
- Tek başına kelepçe hesaplamasının önerdiğinden daha büyük baskı (%30 marj ekleyin)
- Gerçek zamanlı kavite basınç sensörleri — parlamayı önlemek için kapalı devre pres kontrolü
7. Flash'ın Maliyeti: Eleme Neden Kazandırır?
Kaliteli sistemlerde Flash'ın maliyeti nadiren doğru şekilde belirlenir. Gerçek maliyet şunları içerir:
| Maliyet Element | Parça Başına Tipik Aralık | Notlar |
|---|---|---|
| İşçiliğin kırpılması | 0,05$–0,40$ | Flaş konumuna ve erişilebilirliğe bağlıdır |
| Flaş nedeniyle takım aşınması (hızlandırılmış PS hasarı) | 0,01$–0,05$ amortismana tabi tutulmuş | Flash PS'yi aşındırarak kötüleşen bir döngü yaratır |
| Artan hurda oranı (flaş parça reddine neden olur) | Üretim değerinin %1-5'i | Yükseker for tight-tolerance parts |
| Montaj hattının durması (flaş uyum sorunlarına neden olur) | Değişken | Müşteri ters ibrazlarını tetikleyebilir |
| Müşteri iadeleri / saha arızaları | Yüksek | Özellikle yüzeylerin sızdırmazlığı için |
| Kalıp onarımı kesintisi | Olay başına 500-5.000 ABD Doları | Artı üretim fırsatını kaybettik |
500.000 parça/yıllık orta hacimli bir parça için, parça başına 0,20 ABD Doları kesme maliyeti ve %2 flaşla ilgili hurda ile, çözülmemiş flaşın yıllık maliyeti şu tutarı aşıyor: 150.000$ — uygun ayırma yüzeyi onarımının veya kalıp bakım programının maliyetinden çok daha fazlası.
8. Sonuç
Flaş bir semptomdur, temel sebep değil. Sorunu kalıcı olarak çözmek, yedi temel neden kategorisinden hangisinin (sıkma kuvveti, ayırma yüzeyi durumu, proses parametreleri, malzeme viskozitesi, kalıp sıcaklığı, tasarım eksikliği veya bileşen aşınması) asıl etken olduğunun belirlenmesini gerektirir. İşlem ayarlamaları tek başına flaşı geçici olarak bastırır; takımlama ve tasarım düzeltmeleri bunu kalıcı olarak ortadan kaldırır.
En uygun maliyetli strateji önlemedir: ayırma yüzeylerini, destek yapılarını ve havalandırma geometrilerini, çalıştırılan belirli malzeme için doğru spesifikasyona göre tasarlamak ve aşınmayı kaliteli bir kaçışa dönüşmeden önce yakalayan yapılandırılmış bir önleyici bakım programı uygulamak.
İlgili Makaleler:
- Enjeksiyon Kalıplamada Kısa Atımın Ne Olduğunu Anlamak: Nedenleri, Çözümleri ve Önleme
- Enjeksiyon Kalıplamada Büzülme ve Çarpılma Kontrolü: OEM'ler için Mühendislik Kılavuzu
- Enjeksiyon Kalıbının Yeniden İşlenmesi: 2 Gözlü Bir Takımı 4 Gözlü Takıma Dönüştürebilir misiniz?
- Enjeksiyon Kalıp Onarımında En İyi Kılavuz: Lazer Kaynak ve Yüzey İşlem Teknikleri
- Yüksek Hassasiyetli Enjeksiyon Kalıp Çeliği Seçim Kılavuzu
IMTEC Kalıp | Nr.818 Jinyuan Yolu, Yinzhou, Ningbo, 315100, Zhejiang, Çin | [email protected] | 86 153 5648 7586

