
Temel Cevap: 2 Gözlüden 4 Gözlüye Yeniden İşlemenin Teknik Fizibilitesi ve Ekonomik Değerlendirmesi
Bir enjeksiyon kalıbını 2 boşlukludan 4 boşlukluya dönüştürmek teknik olarak yüksek riskli ve genellikle kalıp tabanı düzeninin, yolluk dengelemesinin ve soğutma entegrasyonunun tamamen yeniden tasarlanmasını içerir. Doğrudan Cevap: Kalıp orijinal olarak önceden ayrılmış aralığa sahip bir "Köprü Kalıbı" olarak tasarlanmadığı veya değiştirilebilir bir ekleme sistemi kullanmadığı sürece, değişiklik maliyeti ve üretim hatası riski genellikle yeni bir 4 gözlü takım oluşturma yatırımını aşar.
Kavitenin İkiye Katlanmasında Kritik Teknik Engeller
Boşluk sayısını iki katına çıkarmak yalnızca fiziksel alan meselesi değildir; temelden yeniden değerlendirilmesini gerektirir Enjeksiyon Kalıplama Akışkanları Dinamiği .
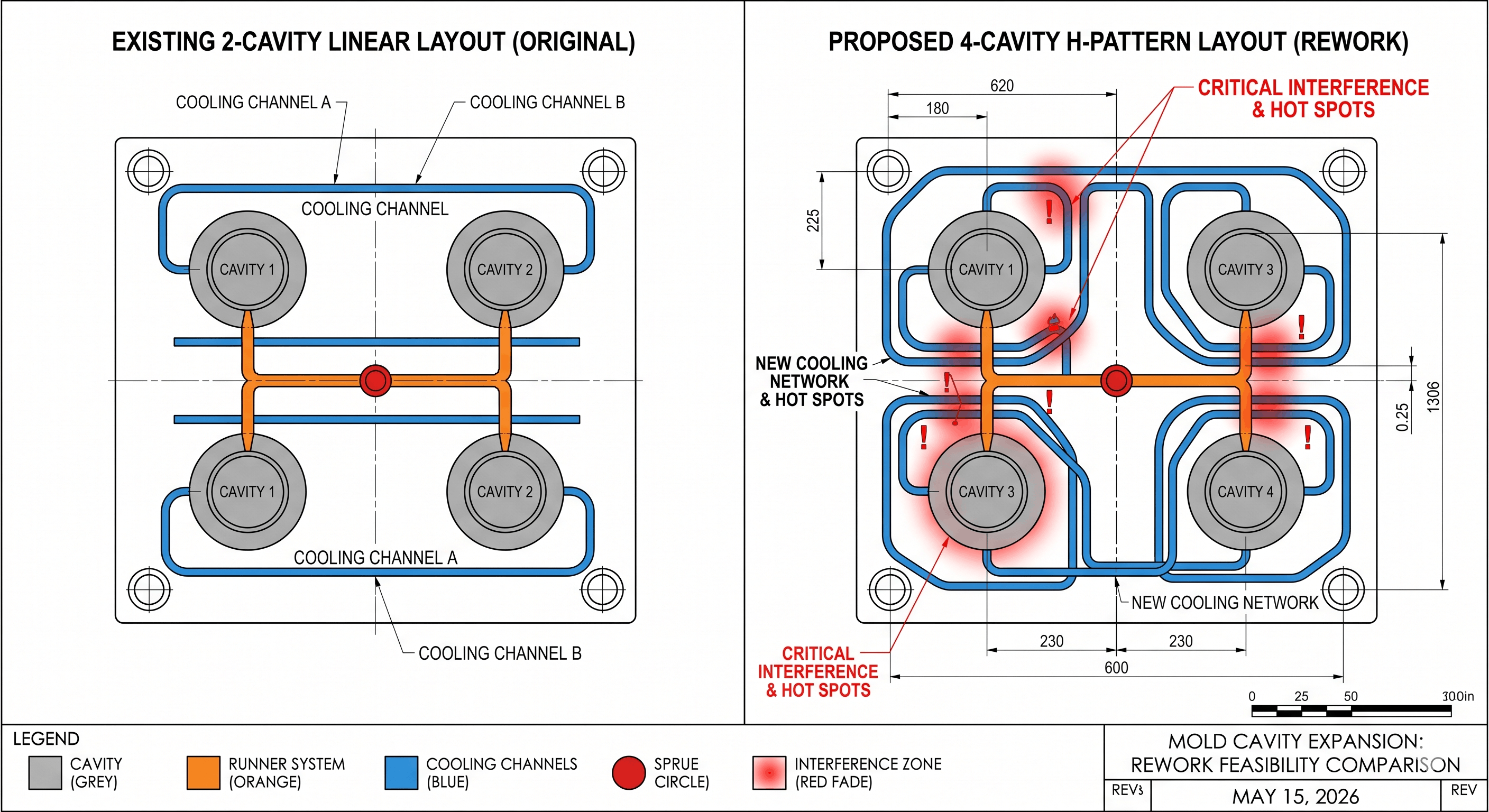
- Koşucu Dengeleme: 2 boşluklu kalıpta genellikle düz hatlı bir yolluk kullanılır. 4 boşluğa genişlemek, bir geçiş gerektirir H-desen veya Dairesel simetri Tüm boşluklarda aynı basınç, sıcaklık ve dolum süresini sağlamak için. Merkez besleme noktası sabitse, parça kalitesinden ödün vermeden bu dengeyi inşaat sonrasında elde etmek neredeyse imkansızdır.
- Termal Yük ve Soğutma Mantığı: Boşlukların eklenmesi kalıba giren termal enerjiyi iki katına çıkarır. Mevcut Soğutma Kanalları (Su hatları) ekstra ısıyı kaldırabilecek şekilde nadiren konumlandırılır. Bu hatların yeniden yönlendirilmemesi "sıcak noktalar" oluşturur ve bu da eşit olmayan büzülmeye, bükülmeye ve önemli ölçüde daha uzun çevrim sürelerine yol açar.
- Yapısal Bütünlük: Mevcut bir kalıp tabanına yeni boşlukların işlenmesi, destek sütunlarını ve plakaları zayıflatır. Yüksek enjeksiyon basıncı altında kalıp plakaları darbe alabilir. Mikro sapma ayırma hattında parlamaya veya onarılamaz hasara neden olur.
Teknik Karar Matrisi: Yeniden Çalışma ve Yeni Yapı
Aşağıdaki karşılaştırma, eski bir aleti yenilemek ile yeni bir yüksek performanslı kalıba yatırım yapmak arasındaki dengeyi özetlemektedir.
| Değerlendirme Metriği | Mevcut Takımın Yeniden Çalışması (Güçlendirme) | Yeni 4 Boşluklu Yapı (Yeni Yatırım) |
|---|---|---|
| Ön Maliyet | Daha düşük (Çeliğe %30-%50 tasarruf sağlar) | Daha yüksek (Tam sermaye harcaması) |
| Üretim Verimliliği | Kararsız; genellikle daha uzun döngülerle sonuçlanır | Yüksek; konformal soğutma yoluyla optimize edildi |
| Parça Tutarlılığı | Zavallı; kaviteden kaviteye varyans riski yüksek | Üstün; CAE simülasyonu yoluyla doğrulandı |
| Alet Ömrü | Azaltılmış; çatlamaya eğilimli kaynak alanları | Uzun; tam yapısal bütünlük |
| Bakım Sıklığı | Yüksek; contalar ve kızaklar üzerindeki stres | Düşük; standartlaştırılmış bileşenler kullanır |
Dijital Değerlendirme: “Yeniden İşlenebilirlik” Nasıl Ölçülür?
Bir değişikliği onaylamadan önce mühendislerin projeyi üç niceliksel KPI kullanarak doğrulaması gerekir:
- Sıkıştırma Kuvveti Doğrulaması: 4 parçanın toplam öngörülen alanı (A) boşluk basıncı § ile çarpıldığında makinenin nominal sıkıştırma kuvvetinin (F) %80'ini aşmamalıdır.
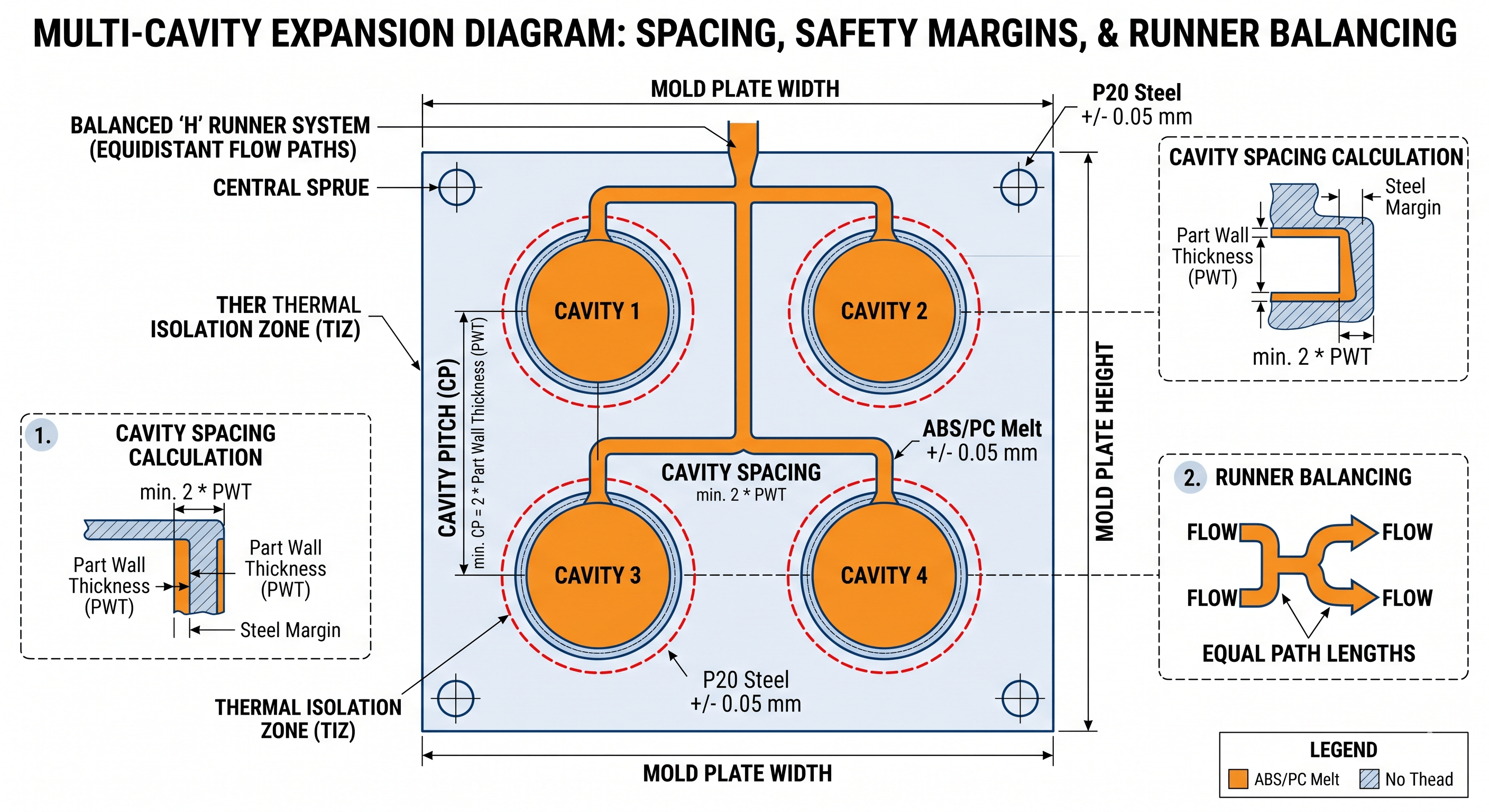
Formül: F > (A1 A2 A3 A4) * P / 0,8 - Boşluk Aralığı ve Çelik Güvenliği: Termal stabiliteyi sağlamak için boşluklar arasında maksimum parça duvar kalınlığının en az 2 katı kadar minimum çelik duvar kalınlığı olmalıdır.
- Atış Kapasitesi Oranı: Polimer bozulmasını önlemek için 4 parçanın toplam ağırlığı ideal olarak enjeksiyon makinesinin maksimum atış kapasitesinin %20 ila %80'i arasında olmalıdır.
Bağlamsal Parçacıklar
- Koşucu Dengeleme Nedir? Erimiş plastiğin her boşluğa aynı anda ulaşmasını sağlamak, parça ağırlığı ve boyutlarındaki dalgalanmaları önlemek için eşit uzunlukta akış yolları tasarlamaya yönelik mühendislik uygulamasıdır.
- Sıkma Kuvveti Nedir? Enjeksiyonlu kalıplama makinesinin, enjekte edilen plastiğin ürettiği iç basınca karşı kalıbı kapalı tutmak için uyguladığı basınç.
- Yeniden Çalışma neden “Flash”a neden oluyor? Flaş, kalıp yarımları arasında plastik sızıntılar meydana geldiğinde meydana gelir; bu sızıntılar genellikle yetersiz sıkma kuvveti veya kalıp tabanının desteklemek üzere tasarlandığı miktardan daha fazla boşluk eklendikten sonra plakanın sapması nedeniyle meydana gelir.
Yazar: IMTEC Kalıp
Nitelikler: Bu teknik kılavuz IMTEC Mould tarafından yazılmıştır. Üzerinde Yüksek hassasiyetli kalıp imalatında 18 yıllık deneyim
Uzmanlık: DFM (Üretim için Tasarım), Çok Boşluklu Optimizasyon ve Tıbbi sınıf enjeksiyon kalıplama protokolleri konusunda uzmanlaştı.

