
Enjeksiyon kalıplama ve aşırı kalma- otomotiv endüstrisinde devrim yaratan iki temel üretim sürecidir. Bu teknikler, dahili kabin parçalarından kaput altı muhafazalarına kadar yüksek hassasiyet ve verimlilikle çok çeşitli bileşenler üretmek için gereklidir. Karmaşık geometriler yaratma ve çoklu işlevleri tek bir parçaya entegre etme yeteneği, bu süreçleri modern araç tasarımı için vazgeçilmez hale getirir.
Araçlarda enjeksiyon kalıplanmış ve aşırı katlanmış parçaların kullanılması önemli faydalar sağlar. Etkinleştiriyveyalar ağırlık azaltma yakıt verimliliğini artırmak ve elektrikli araç aralığını genişletmek için kritik öneme sahiptir. İnanılmaz sağlıyveyalar Tasarım esnekliği , karmaşık ve estetik açıdan hoş bileşenlerin oluşturulmasına izin verir. Ayrıca, bu süreçler düşük maliyetli Yüksek hacimli üretim için, üreticilerin zveyalu üretim programlarını ve kontrol maliyetlerini karşılamalarına yardımcı olur. Nihayetinde, bu gelişmiş üretim teknikleri genel olarak Dayanıklılık, güvenlik ve perfveyamans bugünün otomobilleri.
Enjeksiyon kalıplama nedir?
Enjeksiyon kalıplama, erimiş malzeme bir kalıba enjekte ederek parçalar üretmek için oldukça çok yönlü ve yaygın olarak kullanılan bir üretim işlemidir. Yüksek hassasiyet, tekrarlanabilirlik ve büyük hacimlerde plastik bileşenler oluşturmak için yönlendirme yöntemidir.
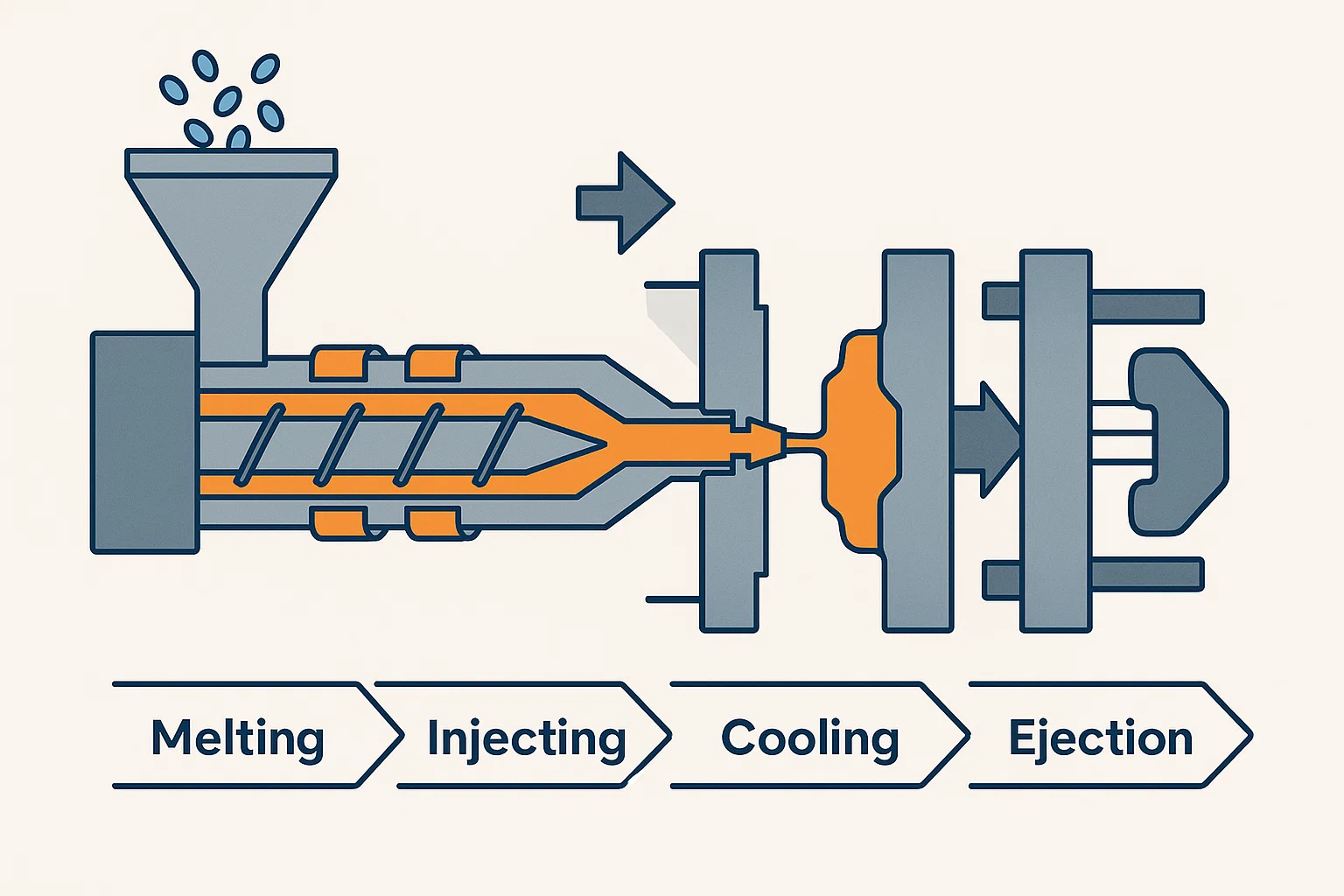
Nasıl Çalışır: Erime, Enjekte, Soğutma ve Çıkarma
Enjeksiyon kalıplama işlemi kesin ve döngüsel bir diziyi takip eder:
-
Malzeme Hazırlığı: Plastik peletler (veya diğer termoplastik malzemeler) bir hazneden ısıtılmış bir namluya beslenir.
-
Erime: Namlunun içinde, pistonlu bir vida, erimiş bir duruma ısıtılırken peletleri öne doğru hareket ettirir. Vidanın dönüşü ve sürtünmesi de ısıtmaya katkıda bulunur ve malzemenin düzgün, viskoz bir sıvı olmasını sağlar.
-
Enjeksiyon: Erimiş plastik daha sonra hızlı bir şekilde yüksek basınç altında enjekte edilir, bu da kenetlenmiş kalma kapalıdır. Bu basınç, malzemenin kalıbın her karmaşık detayını tamamen doldurmasını sağlar.
-
Soğutma: Boşluk doldurulduktan sonra, kalıp kalıbın şeklini alarak plastiğin soğumasını ve katılaşmasına izin vermek için kontrollü bir sıcaklıkta tutulur.
-
Ejeksiyon: Malzeme katılaştıktan sonra kalıp açılır ve bitmiş parça bir dizi ejektör pimi tarafından çıkarılır. Kalıp daha sonra kapanır ve döngü tekrarlar.
Enjeksiyon kalıplama teknikleri
Temel prensip aynı kalırken, belirli otomotiv gereksinimlerini karşılamak için birkaç gelişmiş teknik geliştirilmiştir:
-
Gaz destekli enjeksiyon kalıplama: Bu teknik, plastik kısmen enjekte edildikten sonra kalıp boşluğuna inert bir gaz (genellikle azot) enjekte etmeyi içerir. Gaz, parçanın kalın bölümlerini çeker, malzeme kullanımını azaltır, lavabo izlerini en aza indirir ve boyutsal stabiliteyi iyileştirir. Bu, özellikle kapı kolları ve direksiyon simidi çerçeveleri gibi kalın duvar bölümlerine sahip parçalar için kullanışlıdır.
-
Çok bileşenli (2K/3K) enjeksiyon kalıplama: Bu işlem, aynı kalıba iki veya daha fazla farklı malzeme veya renk enjekte etmek için tek bir makine kullanır. Kalıp, ikinci malzemenin enjeksiyonu için birinci atışı konumlVeırmak için döner veya kayar. Bu teknik genellikle sert plastik gövdeli bir araba anahtarı fob ve yumuşak kauçuk düğmeleri gibi hem sert hem de esnek bölümlere sahip parçalar için kullanılır.
-
Kalıp içi etiketleme (IML): Bu işlem, önceden basılmış bir etiketi veya dekveyaatif bir filmi enjeksiyondan önce doğrudan kalıp boşluğuna entegre eder. Erimiş plastik, etiketin arkasına enjekte edilir ve kalıcı olarak parçalanır. Bu, çizilmelere ve solmaya dayanıklı, gösterge paneli ekranları ve konsol panelleri için mükemmel olan dayanıklı, yüksek kaliteli bir grafik oluşturur.
Aşırı kalma nedir?
Overmoling, çok malzemeli parçalar kavramını bir adım daha ileri alan özel bir enjeksiyon kalıplama işlemidir. Bir malzemenin-tipik olarak yumuşak, esnek bir termoplastik-önceden var olan bir parça veya substratın kalıplanmasını içerir, bu da genellikle sert bir plastik veya metaldir. Bu, her iki malzemenin birleşik özelliklerine sahip tek, entegre bir bileşen oluşturur.
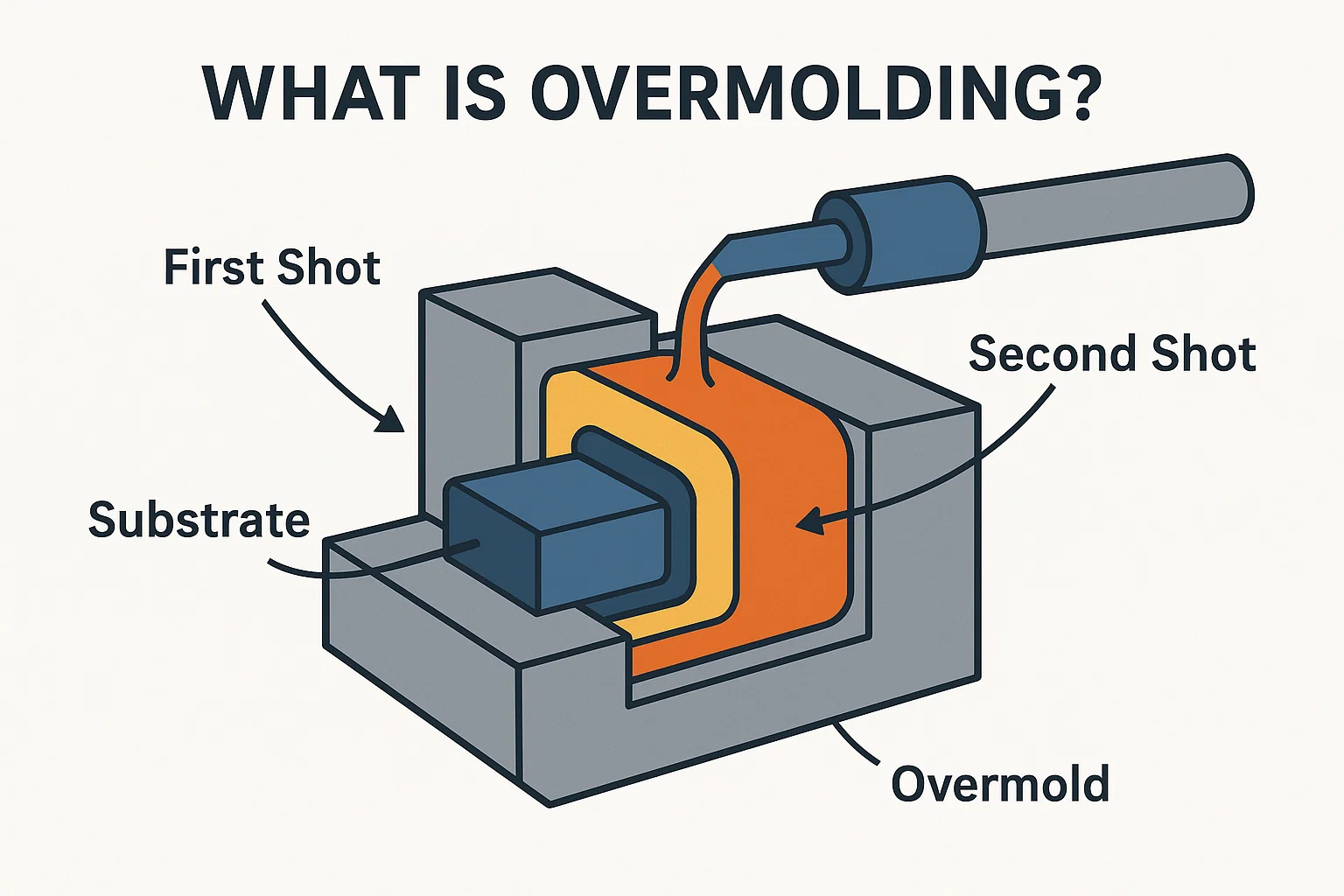
Nasıl Çalışır: Bir Malzemenin Diğerine Kalıplanması
Aşırı kalma işlemi temel enjeksiyon kalıplama döngüsüne dayanır:
-
İlk çekim (substrat): Substrat olarak bilinen sert bir taban bileşeni, önceki bir enjeksiyon kalıplama döngüsü, bir işleme işlemi veya önceden fabrikasyonlu bir metal parçası olarak oluşturulur.
-
Atama: Bitmiş substrat daha sonra tam olarak ikinci bir kalıp boşluğuna yerleştirilir. Bu kalıp, aşırı kalmış malzemeyi oluşturmak için substrat çevresinde bir boşluk ile tasarlanmıştır.
-
İkinci atış (overmold): İkinci malzeme, overmed malzeme, ikinci kalıbın boş boşluğuna enjekte edilir.
-
Bağlama ve Soğutma: Erimiş malzeme, substrat üzerinden akar ve bir kombinasyon yoluyla ona bağlanır mekanik birbirine geçme Ve kimyasal yapışma . Soğudukça ve katılaştıkça, iki malzeme bir kalıcı bileşen haline gelir.
Aşırı İşlemin Faydaları
Aşırı kalma, birden fazla işlevselliği tek bir parçaya entegre etmek için güçlü bir tekniktir, bu yüzden otomotiv endüstrisinde çok değerlidir.
-
Geliştirilmiş kavrama ve ergonomi: Sert bir yüzeye yumuşak dokunuşlu bir malzeme ekleyerek, aşırı kalma direksiyon jantları, dişli vites değiştiricileri ve kapı kolları için rahat, kaymaz tutamaklar oluşturur.
-
Geliştirilmiş estetik: Bu işlem, çok renkli veya çok dokulu parçaların oluşturulmasına izin verir, boyama ihtiyacını veyatadan kaldırır ve iç bileşenlerin görsel çekiciliğini artırır.
-
Fonksiyonel entegrasyon: Aşırı malzeme, doğrudan sert bir gövde üzerinde contalar ve contalar oluşturmak için kullanılır, entegre, su geçirmez bir bariyer sağlar ve ayrı bir montaj adımı ihtiyacını veyatadan kaldırır. Elektronik bileşenleri yalıtma veya titreşimleri nemlendirmek için de kullanılabilir.
Aşırı kalma ve ortak enjeksiyon kalıplama arasındaki fark
Her iki süreç de çok malzemeli parçalar yaratırken, bunu farklı yapıyorlar:
-
Lüks ikinci malzemenin katı, önceden var olan bir parça üzerinde kalıplandığı sıralı iki aşamalı bir işlemdir. Bu, sert bir tabana yumuşak bir katman eklemek için idealdir.
-
Ortak enjeksiyon kalıplama (veya iki atış kalıplama) bir makinede tek, sürekli bir işlemdir. İki veya daha fazla malzemeyi neredeyse eşzamanlı olarak aynı kalıp boşluğuna enjekte eder, bir malzeme çekirdeği oluşturur ve diğeri cildi oluşturur. Bu teknik genellikle güçlü, sert bir çekirdeğe ve daha yumuşak, estetik açıdan hoş bir dış tabakaya sahip parçalar için kullanılır.
Otomotiv enjeksiyon kalıplama ve aşırı kaleminde kullanılan malzemeler
Doğru malzemenin seçimi otomotiv parça üretiminde kritik bir adımdır. Bileşenin performansını, dayanıklılığını, ağırlığını ve maliyetini belirler. Her biri belirli uygulamalar için uygun benzersiz özelliklere sahip çok çeşitli plastik ve elastomer kullanılır.
Ortak plastikler ve bunların otomotiv uygulamaları
-
Polipropilen (PP): Mükemmel kimyasal dirence sahip hafif, düşük maliyetli bir plastik, onu kapama ve iç uygulamalar için ideal hale getirir.
-
Özellikler: Yüksek bükülme mukavemeti, iyi kimyasal direnç (asitlere, bazlara ve çözücülere) ve yorgunluk direnci.
-
Uygulamalar: Gösterge tabloları, kapı panelleri, tamponlar, sıvı rezervuarları ve pil kasaları. Düşük yoğunluğu, araç ağırlığını azaltmaya yardımcı olur.
-
-
Akrilonitril bütadien stiren (Karams): Tokluk, etki direnci ve estetik nitelikler dengesi ile bilinir. Karams, iç bileşenler için tercih edilen bir malzemedir.
-
Özellikler: Yüksek darbe mukavemeti, iyi ısı direnci ve pürüzsüz bir yüzey kaplaması için mükemmel işlenebilirlik.
-
Uygulamalar: İç kaplama bileşenleri, gösterge paneli panelleri, emniyet kemeri gövdeleri ve ızgaralar. Genellikle yüksek kaliteli bir kaplamanın gerekli olduğu yerlerde kullanılır.
-
-
Polikarbonat (Pc): Olağanüstü darbe direncine sahip şeffaf, yüksek mukavemetli bir plastik. Güvenlik ve estetik kısımlar için kullanılan premium bir malzemedir.
-
Özellikler: Yüksek şeffaflık, olağanüstü etki gücü ve iyi ısı direnci.
-
Uygulamalar: Far lensleri, gösterge paneli ekranları ve panoramik sunrooflar. Netliği ve tokluğu, aydınlatmayı ve ekranları korumak için ideal hale getirir.
-
-
Poliamid (PA) (naylon): Özellikle cam dolu olduğunda yüksek mukavemeti, sertliği ve ısı direnci ile bilinir. Naylon, kapama ve yapısal bileşenler için bir işgücüdür.
-
Özellikler: Yüksek gerilme mukavemeti, iyi kimyasal direnç (yağlara ve yakıtlara) ve mükemmel termal stabilite.
-
Uygulamalar: Motor kapakları, emme manifoldları, soğutma sistemi bileşenleri ve çeşitli dişliler ve burçlar.
-
-
Termoplastik Poliüretan (TPU): Ergonominin ve hislerin önemli olduğu aşırı uydurma uygulamalar için mükemmel olan esnek, yumuşak dokunuşlu bir malzeme.
-
Özellikler: Mükemmel esneklik, iyi aşınma direnci ve yumuşak, kauçuk benzeri bir his.
-
Uygulamalar: Direksiyon simidi, dişli vardiyası düğmeleri, contalar ve tel kablo demetleri. Rijit plastiklere aşırı katlanma yeteneği konforu ve işlevi arttırır.
-
Farklı otomotiv parçaları için malzeme seçim kriterleri
Doğru materyali seçmek sadece bir parçanın işlevi ile ilgili değildir; Birkaç faktörün karmaşık bir değerlendirmesini içerir:
-
Performans Gereksinimleri: Parçanın yüksek sıcaklıklara, kimyasal maruziyete veya etkiye dayanması gerekiyor mu? Bu, taban plastiğini belirler (örn. Isı direnci için naylon).
-
Estetik ve his: Yumuşak dokunuş, yüksek parlak veya dokulu bir yüzey gerekli mi? Bu genellikle pürüzsüz kaplamalar için Karams kullanımına veya abartılı tutamaklar için TPU kullanımına yol açar.
-
Kilo Azaltma: Tasarruf edilen her kilogram ağırlık için, bir otomobilin yakıt verimliliği artar. Bu, geleneksel metaller üzerinde PP gibi hafif malzemelerin kullanılmasını sağlar.
-
Maliyet: Hammaddenin maliyeti her zaman yüksek hacimli otomotiv üretiminde bir faktördür. PP ve ABS genellikle Pc veya özel notlar naylondan daha uygun maliyetlidir.
-
İşleme Gereksinimleri: Malzeme, bozulmadan seçilen kalıplama tekniği ile verimli bir şekilde işlenebilmelidir.
Otomotiv parçaları için tasarım hususları
Enjeksiyonun başarısı kalıplanmış ve aşırı kalmış otomotiv parçaları titiz bir tasarım sürecine bağlıdır. İyi tasarlanmış bir parça sadece işlevsel değil, aynı zamanda üretilebilir, dayanıklı ve uygun maliyetlidir. Temel tasarım ilkelerine bağlı kalmak, bükülme, zayıf bağlar ve kozmetik kusurlar gibi yaygın sorunlardan kaçınmak için çok önemlidir.
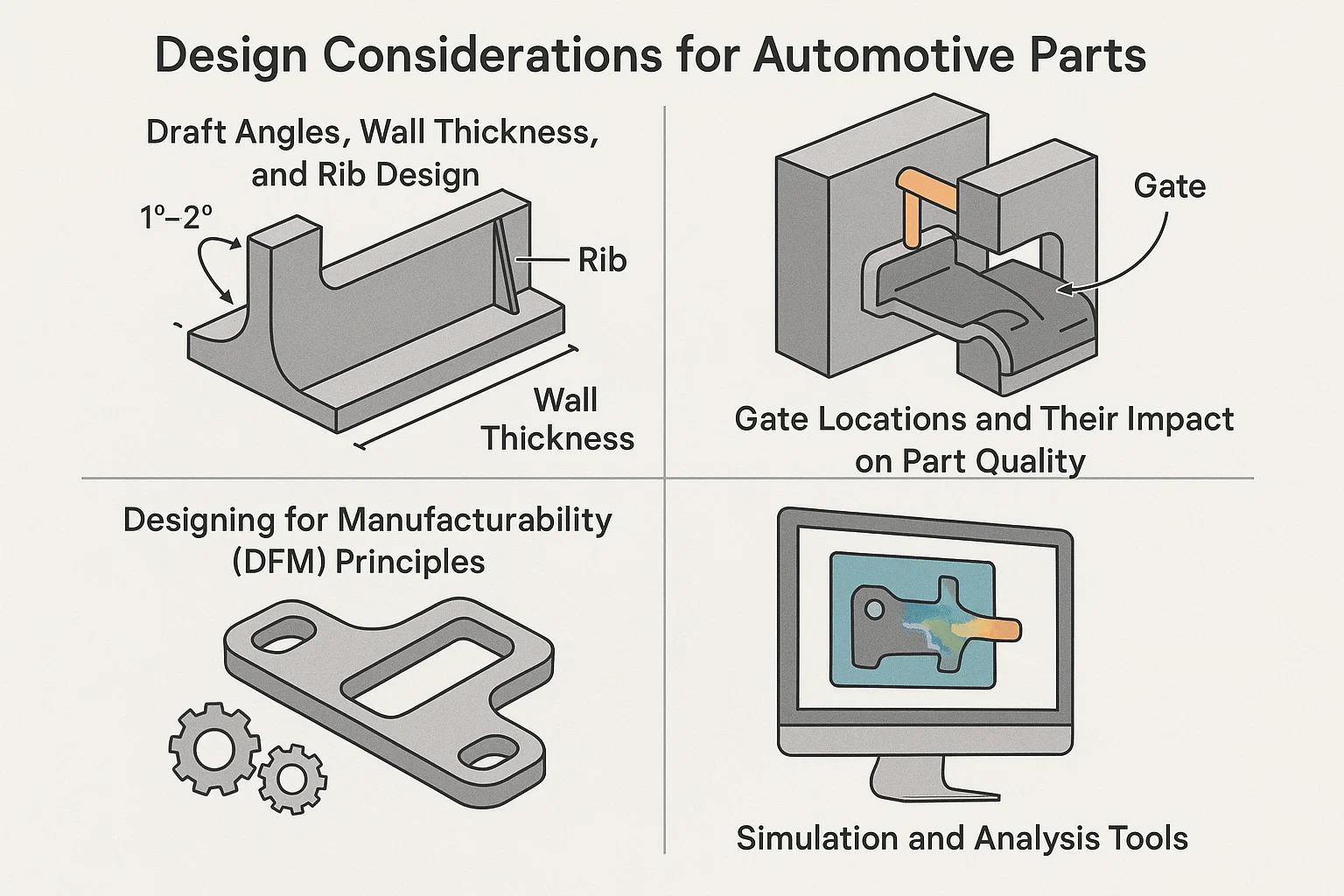
1. taslak açılar, duvar kalınlığı ve kaburga tasarımı
-
Taslak Açılar: Bunlar, bir parçanın dikey duvarlarında hafif koniklerdir, bu da kalıptan hasar görmeden çıkarmayı kolaylaştırır. Tipik bir taslak açı 1-2 derecedir. Uygun bir taslak olmadan, bir parça kalıpta sıkışıp kalabilir, bu da daha uzun döngü sürelerine ve parçanın veya kalıpta potansiyel hasara yol açabilir.
-
Duvar kalınlığı: Sürdürüyor Tutarlı duvar kalınlığı en kritik kurallardan biridir. Bu, çarpmayı, lavabo izlerini (yüzeydeki çöküntüler) ve iç gerilmeleri önleyen düzgün soğutma sağlar. Kalınlıktaki ani değişiklikler düzensiz büzülmeye neden olabilir, bu da aşırı kalmış parçalarda zayıf veya var olmayan bir bağa yol açar.
-
Kaburga Tasarımı: Kaburgalar ince, genel duvar kalınlığını arttırmadan bir parçaya sertlik ve mukavemet katan destekleyici duvarlardır. Yapısal bütünlük ve çarpmayı önlemek için gereklidirler. Kozmetik taraftaki lavabo izlerini önlemek için, bir kaburganın kalınlığı desteklediği duvarın yaklaşık% 50-60'ı olmalıdır.
2. kapı konumları ve bunların kısmen kalitesi üzerindeki etkileri
Kapı, erimiş plastiğin kalıp boşluğuna girdiği noktadır. Konumu, malzeme akışı, son bölümün görünümü ve mekanik özellikleri için kritiktir.
-
Optimal Akış: İyi yerleştirilmiş bir kapı, kalıp boşluğunun eşit ve tamamen doldurulmasını sağlar. Yanlış kapı yerleştirme, Eksik Doldurma (Kısa Çekimler) , akış çizgileri , veya kaynak hatları (iki akış cephesinin buluştuğu yer), bunlar genellikle zayıf noktalardır.
-
Kusurları en aza indirme: Kozmetik parçalar için kapı, lekeleri önlemek için görünür olmayan veya kolayca kesilmiş bir alana yerleştirilmelidir. Aşırı kalma sırasında, ikinci atış kapısı, malzemenin, ona zarar verebilecek aşırı basınç oluşturmadan substratın üzerinde düzgün ve tamamen akmasına izin vermek için konumlandırılmalıdır.
3. Üretilebilirlik (DFM) İlkeleri için Tasarım
DFM, üretim kolaylığı için bir ürünün tüm yönlerini optimize etmeyi amaçlayan ürün tasarımına proaktif bir yaklaşımdır. Otomotiv sektöründe bu şunları içerir:
-
Parça konsolidasyonu: Montaj süresini ve maliyetlerini azaltan birden fazla küçük bileşeni değiştirmek için tek, karmaşık bir parça tasarlamak.
-
Standardizasyon: Farklı ürünler arasında kolayca çoğaltılabilen delik boyutları, patronlar ve klipler gibi standart özellikler kullanın.
-
Tolerans Biralizi: İşlev için yeterince sıkı ancak o kadar sıkı olmayan uygun toleransları belirlemek, üretim maliyetlerini gereksiz yere artıracaklardır.
4. Simülasyon ve analiz araçları
Modern tasarım gelişmiş yazılım tarafından desteklenmektedir. Kalıp Akışı Analizi Erimiş plastiğin kalıba nasıl akacağını tahmin eden bir anahtar simülasyon aracıdır. Tasarımcıların fiziksel bir kalıp yapılmadan önce lavabo izleri, çözgü ve kaynak çizgileri gibi potansiyel sorunları belirlemelerine yardımcı olur ve önemli zaman ve para tasarrufu sağlar. Diğer araçlar, parçanın tüm dayanıklılık gereksinimlerini karşılamasını sağlamak için stres, titreşim ve termal performansı simüle edebilir.
Otomotivte enjeksiyon kalıplama ve aşırı malzeme uygulamaları
Enjeksiyon kalıplama ve aşırı kalma, otomotiv üretim manzarasının önemli bir parçasıdır. Bir aracın iç, dış ve kaput altı sistemleri arasında karmaşık, hafif ve dayanıklı bileşenlerin oluşturulmasına izin verirler.
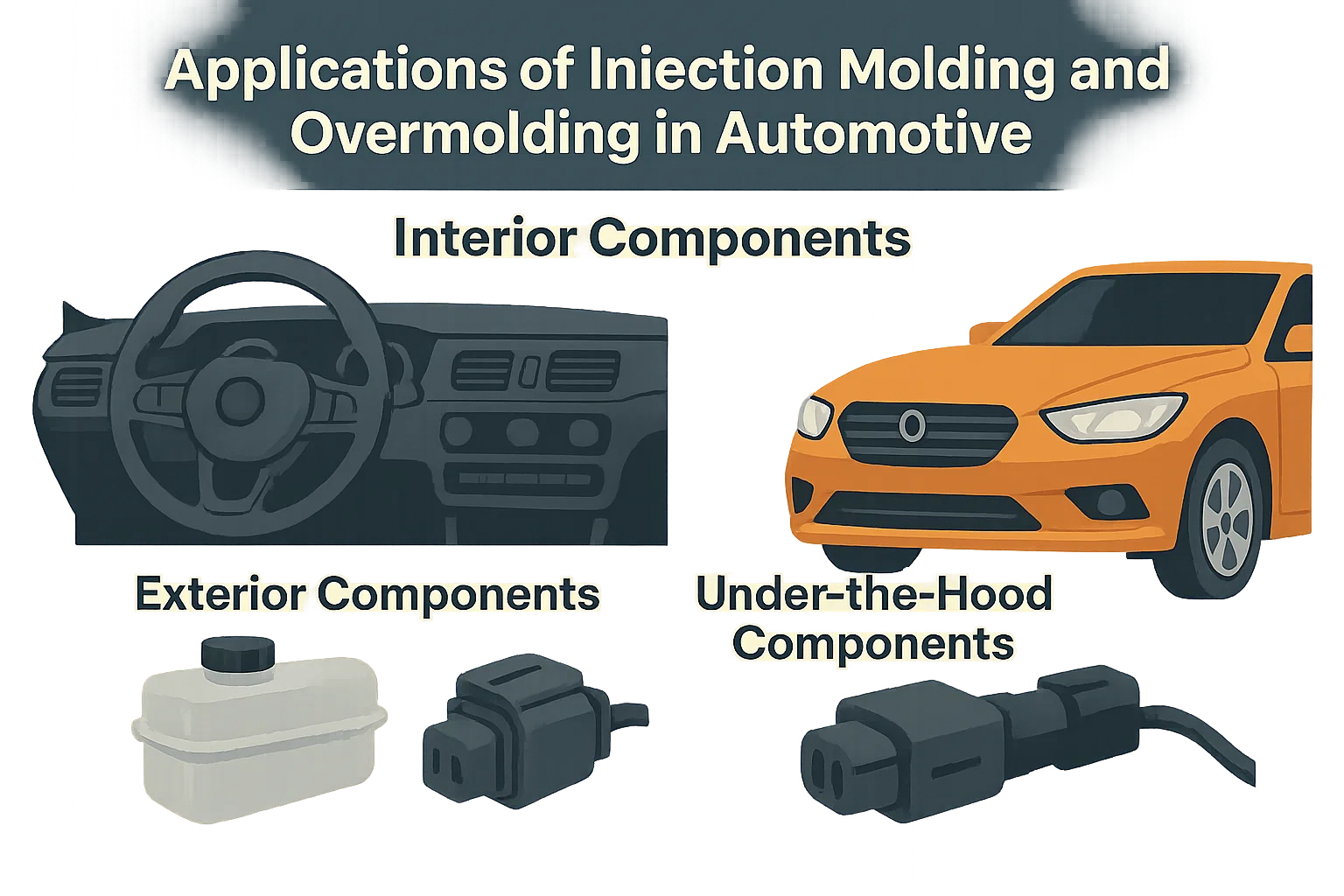
İç bileşenler
Bu parçalar estetik, ergonomi ve güvenliğe odaklanır. Enjeksiyon kalıplama ve aşırı katlama, yumuşak dokunuş yüzeyleri, entegre düğmeler ve karmaşık şekiller gibi özelliklerin entegrasyonunu sağlar.
-
Gösterge Tablosu Bileşenleri: Ana pano paneli tipik olarak enjeksiyon kalıplanmıştır. PC/ABS , boyutsal stabilitesi ve ısı direnciyle bilinen bir malzeme. Düğmeler, düğmeler ve dekoratif döşeme parçaları, sert bir plastik çekirdeği yumuşak bir şekilde birleştirmek için genellikle aşırı kalemi kullanır TPU or TPE Daha iyi bir his ve görünüm için yüzey.
-
Kapı Panelleri: Bunlar genellikle kalıplanmış enjeksiyondur Polipropilen (PP) , hafif ve uygun maliyetli bir malzeme. Overmoling, kolçaklarda kullanılır ve rahat, yumuşak dokunuşlu bir katman eklemek için tutamakları kullanır.
-
Düğmeler ve düğmeler: Vardiya düğmeleri, radyo kontrolleri ve diğer arayüz düğmeleri, aşırı kalma için mükemmel adaylardır. Rijit bir plastik çekirdek, yapısal bütünlük sağlarken, bir dış tabaka TPU or TPE Rahat, kaymaz bir kavrama ve premium bir his sunar.
-
Direksiyon simidi bileşenleri: Direksiyon simidinin çekirdeği genellikle metal bir ektir, ancak dış tutamaklar TPU Rahat, kavrulmuş bir yüzey sağlamak için.
Dış bileşenler
Dış kısımlar yüksek dayanıklılık, hava durumu direnci ve kusursuz bir yüzey gerektirir.
-
Tamponlar ve ızgaralar: Tamponlar, bir karışımdan kalıplanmıştır. PP ve EPDM (Etilen propilen dien monomeri), mükemmel darbe direnci ve esnekliği sağlar. Izgaralar tipik olarak ABS or PA (Naylon) çünkü bu malzemeler krom kaplama veya yüksek kaliteli bir kaplamaya boyanabilir.
-
Ayna Muhafazaları: Bunlar yaygın olarak kalıplanmış enjeksiyondur ABS , pürüzsüz yüzeyi ve darbeye karşı direnç için seçildi.
-
Aydınlatma Bileşenleri: Far ve arka lamba lensleri açıktan kalıplanmış hassas enjeksiyondur PC or PMMA Mükemmel optik netlik ve UV direnci sunan (polimetil metakrilat). Işık muhafazalarının kendileri genellikle yüksek sıcaklıkta dirençli PC or ABS .
Kaput altı bileşenleri
Bu bileşenler yüksek sıcaklıklara, titreşimlere ve yağlara ve kimyasallara maruz kalmaya dayanmalıdır.
-
Akışkan rezervuarlar: Soğutucu ve ön cam yıkama sıvısı için tanklar enjeksiyon kalıplanmıştır PP Hafif ve kimyasal bozulmaya dirençli.
-
Konektörler ve muhafazalar: Otomotiv elektrik konektörleri ve sensör muhafazaları genellikle enjeksiyon kalıplanmıştır. PA (Naylon) Yüksek mukavemeti ve termal direnci nedeniyle. Aşırı kalma burada çok önemlidir. yumuşak dokunma malzemesi iç elektronikleri koruyarak su geçirmez ve toz geçirmez bir conta oluşturmak için genellikle konektörün etrafında kalıplanır.
Otomotivte enjeksiyon kalıplama ve aşırı kalma kullanmanın avantajları
Enjeksiyon kalıplama ve aşırı kalma, geleneksel üretim yöntemlerine göre belirgin avantajları nedeniyle otomotiv endüstrisinde köşe taşı teknolojileri haline gelmiştir. Modern araç gelişimi için gerekli olan performans, verimlilik ve tasarım özgürlüğünün sinerjistik bir kombinasyonunu mümkün kılar.
Ağırlık azaltma
En önemli avantajlardan biri ağırlık azaltma . Daha ağır metal parçaları yüksek mukavemetli, hafif plastiklerle değiştirerek, üreticiler bir aracın toplam ağırlığını büyük ölçüde azaltabilir. Bu doğrudan şu anlamına gelir:
-
Geliştirilmiş yakıt verimliliği: Daha hafif araçlar hareket etmek için daha az enerji gerektirir ve içten yanmalı motor otomobilleri için daha düşük yakıt tüketimine yol açar.
-
Genişletilmiş EV Aralığı: Elektrikli araçlar için, daha hafif bir gövde ve şasi, aküden aynı mesafeyi gezmek için daha az enerji gerektiği anlamına gelir, böylece aracın menzilini uzatır.
Tasarım esnekliği
Bu süreçler benzersiz sunar Tasarım esnekliği , mühendislerin damgalama veya döküm gibi geleneksel yöntemlerle zor veya imkansız olan karmaşık geometriler ve karmaşık tasarımlar yaratmalarına izin vermek.
-
Karmaşık şekiller: Enjeksiyon kalıplama, iç özelliklere sahip parçalar, değişen duvar kalınlıkları ve karmaşık eğrileri tek bir atışta üretebilir.
-
Parça konsolidasyonu: Özellikle aşırı kalma, birden çok işlevin tek bir parçaya entegrasyonunu sağlar. Örneğin, tek bir kalıplanmış parça yapısal bir bileşen, bir conta ve yumuşak dokunuş kavrama görevi görebilir, böylece gerekli parça sayısını azaltabilir ve montaj işlemini basitleştirebilir.
Maliyet verimliliği
Enjeksiyon kalıplama ve aşırı kalma yüksek düşük maliyetli Kitle üretimi için otomotiv endüstrisinin önemli bir gereksinimi.
-
Bölüm Başına Düşük Maliyet: Kalıplar için ilk takım maliyetleri yüksek olsa da, yüksek hacimli üretim çalışmalarında parça başına maliyet önemli ölçüde düşer.
-
Azaltılmış montaj maliyetleri: Birden fazla parçayı bir araya getirme yeteneği, özellikle aşırı kalemle, emeği ve montaj için harcanan süreyi önemli ölçüde azaltır. Bu, üretim hattını kolaylaştırır ve genel üretim maliyetlerini düşürür.
-
Asgari atık: İşlemler çok az malzeme atık üretir, çünkü fazla plastik (koşucular ve yaylar) genellikle yeniden yer olabilir ve yeniden kullanılabilir.
Dayanıklılık ve Performans
Plastik otomotiv bileşenleri katı performans gereksinimlerini karşılayacak şekilde tasarlanmıştır.
-
Korozyon ve kimyasal direnç: Metalden farklı olarak, plastik paslanmaz ve bazı dereceler kaputun altında bulunan kimyasallara, yağlara ve yakıtlara karşı oldukça dirençlidir.
-
Etki Direnci: ABS ve PC gibi malzemeler, hem iç hem de dış bileşenler için kritik koruma sağlayan yüksek darbe mukavemetleri için özel olarak seçilir.
-
Titreşim ve gürültü nemlendirme: TPE gibi yumuşak malzemelerle aşırı kalıp, titreşimleri etkili bir şekilde azaltabilir ve gürültüyü azaltabilir, bu da daha sessiz ve daha rahat bir sürüşe yol açabilir.
Kalite Kontrolü ve Testleri
Otomotiv bileşenlerinin araç güvenliği ve performansında oynadığı kritik rol göz önüne alındığında, titiz kalite kontrolü pazarlık edilemez. Üreticiler, her parçanın boyutsal doğruluk, malzeme özellikleri ve dayanıklılık için belirtilen gereksinimleri karşılamasını sağlamak için katı standartlara uymalıdır.
Otomotiv parça üretiminde kalite kontrolünün önemi
Otomotiv endüstrisi sıfır defekt zihniyeti altında faaliyet göstermektedir. Tek bir hatalı bileşen, araç geri çağırmalarına, önemli finansal kayıplara ve en önemlisi sürücü ve yolcu güvenliğini riske atabilir. Etkili kalite kontrolü, malzeme seçiminden son bölüm incelemesine kadar tüm üretim süreci boyunca entegre edilmiştir. Her parçanın güvenilir, tutarlı ve çeşitli çalışma koşulları altında tasarlandığı gibi performans göstermesini sağlar.
Test yöntemleri: Boyutsal doğruluk, güç ve dayanıklılık
Kalıplı ve aşırı kalmış parçaların enjeksiyon kalitesini doğrulamak için çeşitli sofistike test yöntemleri kullanılır:
-
Boyutsal doğruluk:
-
CMM (Koordinat Ölçüm Makinesi): Bu son derece hassas araç, bir parçanın fiziksel boyutlarını ölçmek için bir prob kullanır ve orijinal CAD modelini çok sıkı bir toleransla eşleştirmesini sağlar.
-
Optik Tarayıcılar: Temassız tarayıcılar, parçanın 3D modeli oluşturmak için milyonlarca veri noktası yakalar, bu da sapmaları kontrol etmek için dijital planla karşılaştırılır.
-
-
Güç ve dayanıklılık:
-
Çekme ve Etki Testi: Bu testler, bir malzemenin sırasıyla çekme kuvvetlerine ve ani etkilere dayanma yeteneğini ölçer. Tamponlar ve iç kaplama gibi parçalar için çok önemlidir.
-
Soyulun ve kesme testi: Aşırı eşleşen parçalar için, bu testler iki malzeme arasındaki bağ mukavemetini değerlendirmek için gereklidir. Bir "soyma testi", overmed'i substrattan ayırmak için gereken kuvveti ölçerken, bir "kesme testi" bir malzemeyi diğerinden kaydırmak için gereken kuvveti ölçer.
-
-
Çevresel ve kimyasal direnç:
-
Termal Bisiklet: Parçalar, gerçek dünya koşullarını simüle etmek ve bükülme veya bağ arızası olup olmadığını kontrol etmek için tekrarlanan aşırı sıcak ve soğuk sıcaklık döngülerine tabi tutulur.
-
Kimyasal Maruz kalma: Bileşenler, zaman içinde bozulmadıklarından emin olmak için yağlar, fren sıvısı ve temizleme maddeleri gibi yaygın otomotiv sıvıları ile test edilir.
-
Standartlar ve sertifikalar: IATF 16949, vb.
Tedarik zincirinde tutarlı kalite sağlamak için, otomotiv endüstrisi belirli standartlara ve sertifikalara dayanır.
-
IATF 16949: Bu, otomotiv endüstrisi için küresel kalite yönetim standardıdır. Sertifikasyon, bir tedarikçinin sürekli iyileştirme, kusur önleme ve varyasyon ve atıkların azaltılması konusundaki taahhüdünü göstermektedir.
-
ISO 9001: Otomotive özgü olmasa da, bu daha geniş kalite yönetim standardı genellikle IATF 16949 için bir ön koşuldur ve bir şirketin kalite süreçlerine olan bağlılığını gösterir.
Otomotiv enjeksiyon kalıplama ve aşırı kalemde gelecekteki eğilimler
Otomotiv endüstrisi, elektrikli araçlara, otonom sürüş ve sürdürülebilir üretime doğru kayma nedeniyle sürekli bir evrim halindedir. Enjeksiyon kalıplama ve aşırı kalma teknolojileri bu değişikliklere uyum sağlar ve birkaç temel eğilim geleceklerini şekillendirir.
1. Geri dönüştürülmüş ve biyo bazlı malzemelerin kullanımı
Çevre düzenlemeleri daha katı hale geldikçe, sürdürülebilir malzemeler için artan bir talep var.
-
Geri Dönüşümlü Plastikler: Üreticiler giderek daha fazla geri dönüştürülmüş plastik kullanıyor gibi Geri Dönüşümlü PP and Evcil hayvan , yapısal olmayan bileşenler üretmek için. Bu atıkları azaltır ve üretimin karbon ayak izini düşürür.
-
Biyo bazlı malzemeler: Endüstri, mısır nişastası veya selüloz gibi yenilenebilir kaynaklardan elde edilen materyalleri araştırıyor. Bu biyo bazlı plastikler, geleneksel petrol bazlı polimerlere daha yeşil bir alternatif sunar ve özellikle iç döşeme ve bileşenler için caziptir.
2. Kalıp teknolojilerindeki gelişmeler
Yeni teknolojiler, kalıplama sürecini daha verimli, hassas ve daha karmaşık parçalar üretebiliyor.
-
Yüksek basınçlı enjeksiyon kalıplama: Bu teknik, güçten ödün vermeden daha ince duvarlı parçaların oluşturulmasına izin verir ve araç ağırlığını azaltmaya daha fazla katkıda bulunur.
-
Dijitalleşme ve otomasyon: Robotik ve AI güdümlü sistemlerin entegrasyonu, tam otomatik enjeksiyon kalıplama hücrelerine yol açar. Bu sistemler, işlem parametrelerini kendi kendine ayarlayabilir, gerçek zamanlı kalite kontrolleri yapabilir ve döngü sürelerini optimize edebilir, insan hatasını azaltabilir ve verimliliği artırabilir.
-
Mikro enjeksiyon kalıplama: Bu teknoloji, modern otomobillerde elektronik sensörlerin ve konektörlerin minyatürleştirilmesi için gerekli olan inanılmaz derecede küçük ve hassas plastik bileşenler üretebilir.
3. Akıllı teknolojilerin kalıplanmış parçalara entegrasyonu
Otomotiv parçalarının geleceği, "akıllı" ve etkileşimli olma yeteneklerinde yatmaktadır.
-
Talped Elektronik (IME): Bu çığır açan teknoloji, elektronik devrelerin ve sensörlerin doğrudan plastik bir parçaya kalıplanmasını sağlar. Bu, kesintisiz, entegre pano kontrolleri, aydınlatma sistemleri ve dokunma duyarlı yüzeylerin oluşturulmasını sağlar. IME, montaj süresini azaltır, ağırlığı azaltır ve iç tasarım için yeni olanaklar açar.
-
Sensörler ve Aktüatörler: Sıcaklık, basınç ve konum için minyatürleştirilmiş sensörler, bir aracın kontrol sistemleri için gerçek zamanlı veriler sağlayarak çeşitli bileşenlere aşırı katlanabilir. Bu, gelişmiş sürücü yardım sistemleri (ADAS) ve otonom araçların geliştirilmesi için çok önemlidir.
Vaka Çalışmaları: Başarılı Otomotiv Uygulamaları
Enjeksiyon kalıplama ve aşırı kaleminin gerçek gücü en iyi başarılı gerçek dünya uygulamaları ile gösterilmiştir. Bu vaka çalışmaları, bu teknolojilerin karmaşık tasarım ve üretim zorluklarını nasıl çözdüğünü, üstün performans, estetik ve maliyet verimliliği sağladığını vurgulamaktadır.
1. Aşırı kalmış otomotiv konektörleri
Meydan okumak: Otomotiv konektörleri, özellikle motor bölmesindekiler, nem, toz ve kimyasallara karşı tamamen kapatılmalıdır. Geleneksel olarak, bu manuel montaj adımı ekleyen ve potansiyel bir arıza noktası olan ayrı bir kauçuk conta kullanılarak elde edildi.
Çözüm: A çift malzeme aşırı kalemi süreç uygulandı. Rijit, ısıya dayanıklı bir plastik gibi Poliamid (PA) or PBT , konektörün ana gövdesini oluşturmak için kullanıldı. Yumuşak, kimyasala dayanıklı Termoplastik Elastomer (TPE) or LSR (sıvı silikon kauçuk) daha sonra kalıcı, entegre bir contayı oluşturmak için doğrudan konektörün muhafazasına lüksedildi.
Elde edilen faydalar:
-
Gelişmiş dayanıklılık: Entegre mühür, şort ve korozyonu önleyerek çevresel faktörlere karşı üstün koruma sağlar.
-
Maliyet azaltma: Ayrı bir contaya ve manuel montaj adımına olan ihtiyacını ortadan kaldırarak, üretim maliyetleri önemli ölçüde azaldı.
-
Geliştirilmiş güvenilirlik: İki malzeme arasındaki kalıcı kimyasal ve mekanik bağ, contanın titreşim veya sıcaklık değişiklikleri altında başarısız olmayacağını veya yerinden çıkmamasını sağlar.
2.. İç kapı panelleri
Meydan okumak: Modern kapı panelleri, sert, yapısal bir çerçeve ve yumuşak dokunuşlu, estetik açıdan hoş bir yüzeyin bir kombinasyonunu gerektirir. Bunu birden fazla parça ve yapıştırıcıyla yaratmak karmaşık, ağır ve pahalıydı.
Çözüm: An enjeksiyon kalıplama Farklı malzemeler kullanarak yaklaşım kullanıldı. Ana kapı paneli yapısı hafiften enjeksiyon kaldı Polipropilen (PP) . Kol dayama gibi premium bir his gerektiren alanlar için, özel bir yumuşak dokunuş malzemesi ya lüks PP çerçevesine veya tüm panel kalıplama işlemi sırasında bir kumaş veya deri benzeri filmle kaplandı ( Kalıp içi etiketleme ).
Elde edilen faydalar:
-
Kilo Azaltma: Hafif PP kullanımı, daha iyi yakıt verimliliğine katkıda bulunarak genel araç ağırlığının azaltılmasına yardımcı oldu.
-
Estetik Kalite: İşlem, sert ve yumuşak bölümler arasında görünür dikişler veya boşluklar olmadan kesintisiz, yüksek kaliteli bir kaplama sağladı.
-
Parça konsolidasyonu: Yumuşak dokunuş yüzeyini doğrudan panele entegre ederek, parça sayısı ve montaj süresi azaldı.
3. Yüksek performanslı far lensleri
Meydan okumak: Far lenslerinin ışık çıkışını en üst düzeye çıkarmak için kristal berraklığında, etkilere ve çiziklere direnmek için son derece dayanıklı olması ve sararmadan UV radyasyonuna dayanabilmesi gerekir. Cam çok ağır ve paramparça olmaya eğilimlidir.
Çözüm: Yüksek hassasiyet enjeksiyon kalıplama ile Polikarbonat (PC) kullanıldı. Bu işlem, tek bir atışta karmaşık iç prizmalar ve ışık kılavuzları ile karmaşık, optik olarak berrak lens şekillerinin oluşturulmasına izin verir. Daha sonra, hasar ve çevresel bozulmadan korumak için kalıplanmış lense sert, UV'ye dayanıklı bir kaplama uygulanır.
Elde edilen faydalar:
-
Optik netlik: Hassas kalıplama teknikleri, ışık iletimini ve ışın kontrolünü en üst düzeye çıkararak kusursuz bir yüzey sağlar.
-
Güvenlik ve dayanıklılık: PC, far düzeneğini yol enkazından koruyan olağanüstü darbe direnci sunar.
-
Tasarım Özgürlüğü: Enjeksiyon kalıplama, aracın estetik kimliğine katkıda bulunan benzersiz ve karmaşık lens tasarımlarına izin verir.

